06.03.2023
Группа 512
Предмет: Техника и технология ручной дуговой сварки( плавки, резки) неплавящимся электродом в защитном газе
Тема: Окопные группы и марки материалов свариваемых частично механизированной сваркой (наплавкой) плавлением.
Тема урока: Характеристика низкоуглеродистых и низколегированных сталей. Особенности технологии сварки (наплавки)
Цель урока: изучить данную тему, составить конспект урока.
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
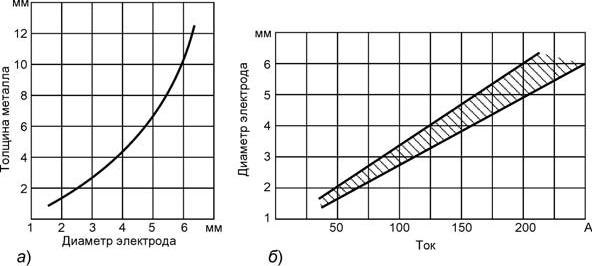
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2

Комментариев нет:
Отправить комментарий