31.01.2023
Группа 512
Предмет: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Сварка при низких температурах |
Тема урока: Назначение, марки сталей для изготовления арматура, закладных деталей.
Цель урока: изучить данную тему, составить конспект урока.
Арматурные изделия
Технические требования, методы приемки и контроля на сварные арматурные изделия: сетки, каркасы и отдельные стержни со сварными стыковыми соединениями по длине стержня — должны соответствовать ГОСТ 10992-90, ГОСТ 14098-91 и РТМ 393-94.
Плоские сетки и пространственные каркасы применяют для армирования плоскостных железобетонных панелей, длинномерных линейных (колонн, ригелей, балок) и цилиндрических (труб, свай, опор линий электропередачи) изделий. Пространственные сварные арматурные каркасы являются рабочей арматурой в монолитных ЖБК, а также в несущих сборных ЖБК без предварительного напряжения, например в стеновых панелях.
Арматурные сетки — плоские конструкции из взаимно перпендикулярных арматурных стержней классов А-I, А-II, А-III, В-I или Вр-I диаметрами от 3 до 40 мм включительно.
По ГОСТ 23279-85 сварные сетки, изготовленные на многоэлектродных сварочных машинах, подразделяют по диаметрам стержней и по расположению рабочей арматуры. В зависимости от диаметра стержней сетки подразделяют на тяжелые и легкие (рис. 3.1 и 3.2).
К тяжелым относят сетки, имеющие в одном направлении стержни диаметром 12 мм и более. К легким относят сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно. По расположению рабочей арматуры сетки подразделяют на: 1) сетки с рабочей арматурой в одном из направлений (продольном или поперечном) и распределительной арматурой в другом направлении; 2) сетки с рабочей арматурой в обоих направлениях.
Сетки изготовляют плоскими или рулонными. Рулонными изготовляют легкие сетки с продольными стержнями из арматурной проволоки диаметрами от 3 до 5 мм включительно. Сетки должны иметь в одном направлении стержни одинакового диаметра. Сетки изготовляют с квадратными или прямоугольными ячейками. Диаметры рабочей арматуры сеток назначают из условия необходимой по расчету площади поперечного сечения арматуры. Отношение меньшего диаметра стержня к большему должно быть не менее 0,25.
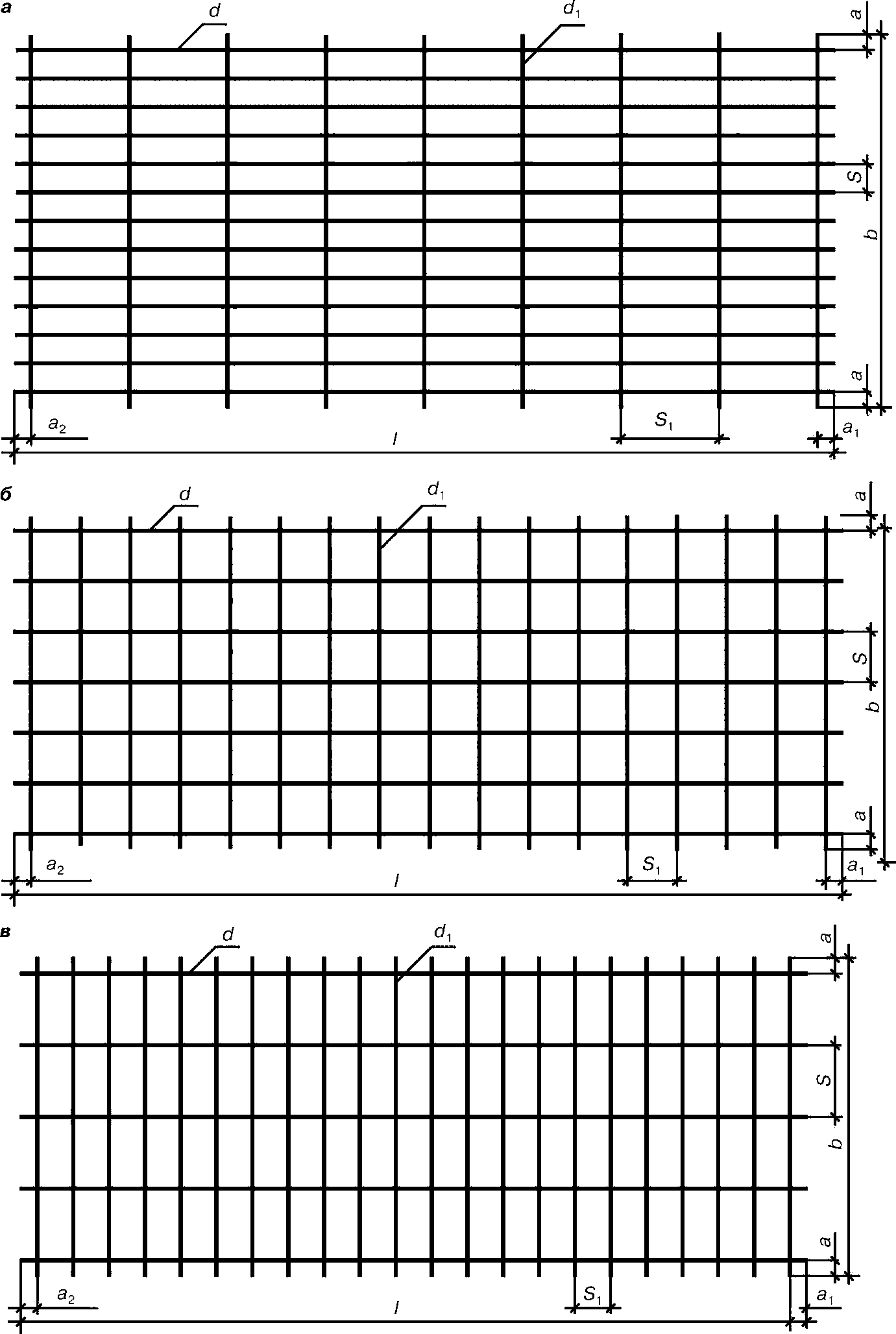
Рис. 3.1 Тяжелые арматурные сетки: а — типа 1 с рабочей арматурой в продольном направлении, диаметр которой больше диаметра распределительной арматуры; б — типа 2 с рабочей арматурой в обоих направлениях; в — типа 3 с рабочей арматурой в поперечном направлении, диаметр которой больше диаметра распределительной арматуры.
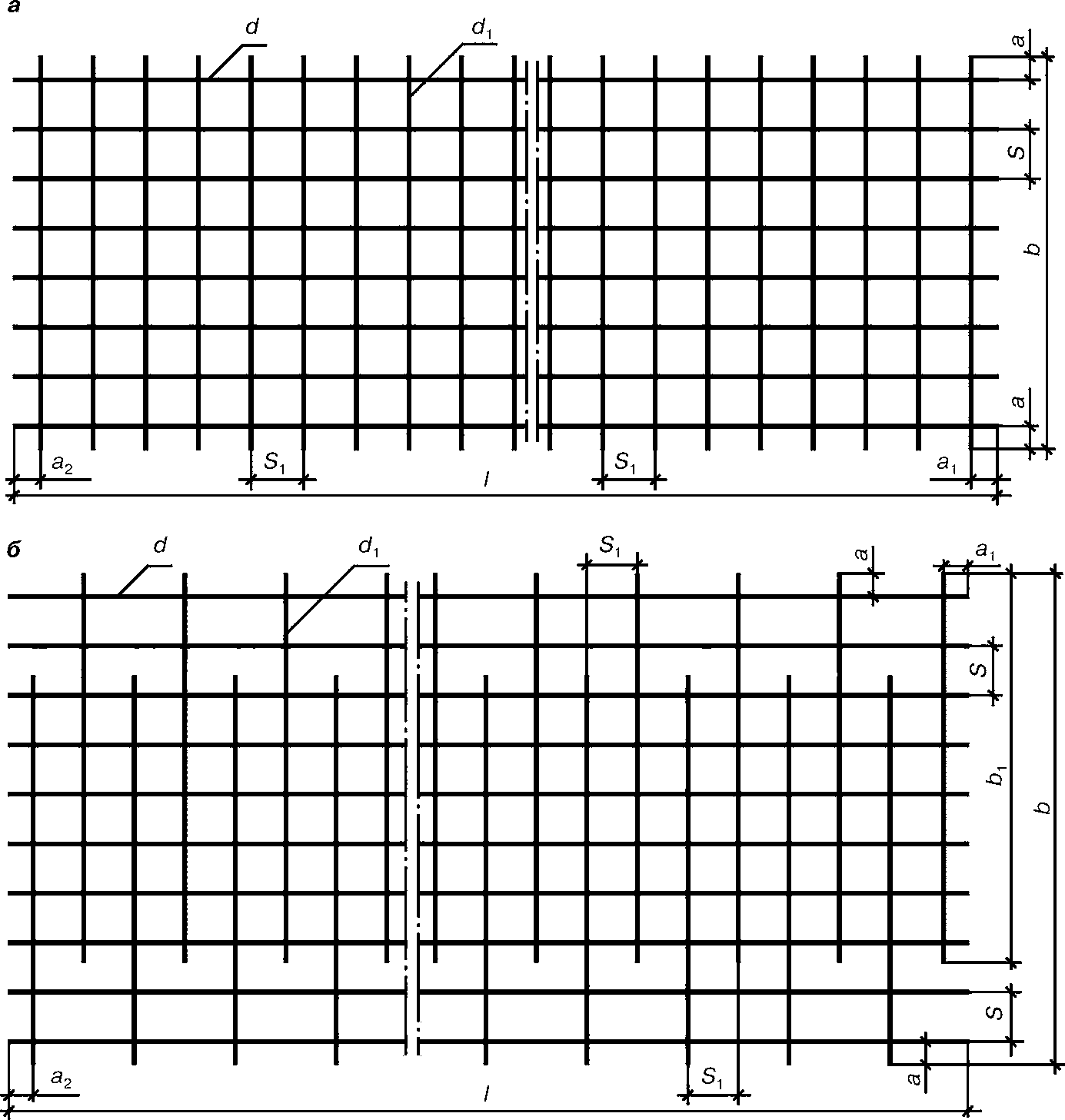
Рис. 3.2 Легкие арматурные сетки: а — типа 4 с поперечными стержнями на всю ширину сетки; б — типа 5 со смещенными поперечными стержнями.
Расстояние между стержнями — основной шаг стержней в одном направлении — следует принимать одинаковым. В тяжелых сетках типа 1 для поперечных стержней у края сетки допускается применение доборного шага 100, 200 и 300 мм. В легких сетках помимо основного шага стержней в продольном направлении допускается применение доборного шага у краев сетки, а также в месте ее резки. Доборный шаг продольных стержней принимают от 50 мм до размера основного шага кратно 10 мм у края сетки и кратно 50 мм в месте резки сетки. Доборный шаг поперечных стержней принимают от 50 до 250 мм кратно 10 мм.
Основные параметры сеток приведены в таблице 3.1.
Для стержней в сетке рекомендуется принимать один диаметр или диаметры, различающиеся не более чем в 2 раза. Диаметры стержней каждой пары, считая от края сетки, должны быть одинаковыми. Следует учитывать, что при диаметре 3 мм часты пережоги стержней, вследствие чего лучше принимать больший диаметр.
Шаги продольных стержней легких сеток зависят от типа сварочных ма0 шин. Для широко распространенных машин АТМС и МТМС рекомендуются шаги, кратные 100 мм, для машины МТМ088 — шаги, кратные 50 мм, но не меньше 100 мм. Для тяжелых сеток рекомендуются шаги, равные 100 и 200 мм. Шаги поперечных стержней могут быть любыми в интервале 100…300 мм, а при использовании машины МТМ088 — 50…400 мм. При при0 менении машины АТМС в сетке возможен второй шаг 60. 220 мм. В машине МТМ088 второй шаг может быть 50. 400 мм, а третий (постоянный) — 50 мм.
Длина l сетки зависит от оборудования линии для изготовления сеток. Наи0 большая длина легких сеток, как правило, не превышает 7,2 м. Ширина b сет0 ки зависит от технических возможностей сварочной машины. Наибольшая возможная ширина легких сеток на изготовляемых и серийных машинах составляет 3,8 м, тяжелых — 3,05 м. Расстояние между осями крайних стержней соответственно 3,75 и 3 м. Сетки с параметрами, отличающимися от рекомендуемых, можно сваривать с помощью подвесных машин с клещами, а узкие сетки также и на одноточечных машинах, что более трудоемко по сравнению со сваркой на многоточечных машинах.
Таблица 3.1
Параметры сеток, мм
| Вид сетки | Тип сетки | Ширина сетки b | Длина сетки l | Диаметры стержней d / dl | Расстояние между стержнями (в осях) — шаг стержней | Размеры выпусков стержней |
| продольных S | поперечных S1 | поперечных а | продольных а1 и а2 |
| 1 | | От 850 до | 12-40 | 200* | 600** | 25 | Кратно |
| От 650 | 9000 | 6-16 | 25 |
| Тяжелые | до 3050 | | | |
| 2 | От 850 до 5950 | 12-25 6-16 | 200 | 200 | Кратно 25 |
| 3 | От 850 | От 850 до | 6-16 | 200 | 200* |
| до 3060 | 6250 | 12-25 | 400 | |
| Легкие | 4 | От 650 до 3800 | От 850 до 9000 или до длины рулона | 3-10 3-10 | 100 (150) 200 300 400 500 | 100 (75) 150 (125) 200 (175) 250 300 400 | 25*** |
| 5 | От 3950 до 9000 или до длины рулона | 3-5 6-10 |
* Допускается применение шага стержней 100 и 300 мм в сетках по утвержденной до 1 января 1985 г. типовой проектной документации на железобетонные конструкции. ** Допускается применение шага стержней 300 мм в сетках по утвержденной до 1 января 1985 г. типовой проектной документации на железобетонные конструкции. *** См. описание допускаемых размеров выпусков продольных и поперечных стержней.
Примечания. 1. Тяжелые сетки типа 1 шириной от 1500 до 3050 мм с продольными стержнями диаметром 36 и 40 мм и типа 3 длиной от 3050 до 6250 мм допускается изготовлять с помощью одноточечных машин и подвесных сварочных клещей. 2. По согласованию с изготовителем допускается применение тяжелых сеток типа 1 и легких плоских сеток длиной до 11 500 мм. 3. В легких сетках типа 5 длина поперечных стержней составляет от 0,85 до 0,90 ширины сетки. 4. Расстояния между продольными и поперечными стержнями легких сеток, указанные в скобках, допускается принимать при технико-экономическом обосновании.
При разработке электросварочных машин руководствуются предельно возможными параметрами сеток, которые определены на основе данных исследований и эксплуатации. Сварные соединения арматурных стержней в сетках и с закладными изделиями необходимо выполнять в соответствии с ГОСТ 14098-91.
Размеры выпусков продольных и поперечных стержней следует принимать равными 25 мм или кратными 25 мм в соответствии с указанными в таблице 3.1.
В легких сетках, изготовляемых в одну полосу, размеры выпусков продольных стержней допускается принимать от 30 до 200 мм кратно 5 мм, а размеры выпусков поперечных стержней — равными 15, 20 и 30 мм, а также от 25 до 100 мм кратно 25 мм.
Сетки обозначают марками структуры 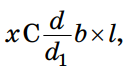 где x — обозначение типа сетки; С — буквенное обозначение наименования сварной сетки (с добавлением для рулонных сеток индекса «р» — Ср); d, d1 — диаметры в миллиметрах соответственно продольных и поперечных стержней с указанием класса арматурной стали; b, l — соответственно ширина и длина сетки в сантиметрах. В марке сетки дополнительно приводят: 1) для легких сеток, а также тяжелых сеток типа 3 с основным шагом продольных стержней 400 мм после диаметра стержней (через тире) значение шага стержней в миллиметрах; 2) для сеток с доборным шагом — соответственно над чертой или под чертой значения доборного шага продольных или поперечных стержней в миллиметрах (в скобках).
где x — обозначение типа сетки; С — буквенное обозначение наименования сварной сетки (с добавлением для рулонных сеток индекса «р» — Ср); d, d1 — диаметры в миллиметрах соответственно продольных и поперечных стержней с указанием класса арматурной стали; b, l — соответственно ширина и длина сетки в сантиметрах. В марке сетки дополнительно приводят: 1) для легких сеток, а также тяжелых сеток типа 3 с основным шагом продольных стержней 400 мм после диаметра стержней (через тире) значение шага стержней в миллиметрах; 2) для сеток с доборным шагом — соответственно над чертой или под чертой значения доборного шага продольных или поперечных стержней в миллиметрах (в скобках).
Для сеток с размерами выпусков поперечных и продольных стержней, отличающимися от 25 мм, марку сетки после обозначения длины сетки дополняют обозначением  , где a , a — значения выпусков продольных стержней (при a1 = a2 приводят только одно значение) в миллиметрах; a — значение выпусков поперечных стержней в миллиметрах.
, где a , a — значения выпусков продольных стержней (при a1 = a2 приводят только одно значение) в миллиметрах; a — значение выпусков поперечных стержней в миллиметрах.
Примеры условных обозначений.
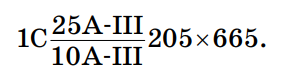
1. Тяжелая сетка типа 1 с продольными стержнями из арматурной стали класса А-III диаметром 25 мм, с шагом 200 мм и с поперечными стержнями из арматурной стали класса А-III диаметром 10 мм, с шагом 600 мм, шириной 2050 мм и длиной 6650 мм, с выпусками продольных и поперечных стержней 25 мм:
2. Плоская легкая сетка типа 4 с продольными стержнями из арматурной стали класса А-IIIС диаметром 10 мм и поперечными стержнями из арматурной проволоки класса Вр-I диаметром 5 мм, с шагом продольных и поперечных стержней 100 мм, шириной 2550 мм и длиной 6050 мм, с выпусками продольных и поперечных стержней 25 мм:
3. Рулонная сетка типа 5 с продольными и поперечными стержнями из арматурной проволоки класса Вр-I диаметром 5 мм с основным шагом продольных стержней 200 мм и доборным 100 мм, с шагом поперечных стержней 150 мм, шириной 2340 мм и длиной 120 000 мм, с выпусками продольных стержней 125 и 175 мм, с выпусками поперечных стержней 20 мм:

Технические требования. Сетки следует изготовлять в соответствии с требованиями ГОСТ 10922-90 и ГОСТ 23279-85 по утвержденным рабочим чертежам и технологической документации. В качестве рабочей арматуры в тяжелых сетках следует применять стержневую горячекатаную арматурную сталь класса А-III диаметрами 12…40 мм и термомеханически упрочненную арматурную сталь класса Ат-IIIС, а также А500С и В500С диаметрами 12…18 мм. При технико-экономических обоснованиях в качестве рабочей арматуры допускается применение стержневой горячекатаной арматурной стали классов А-II и А-I диаметрами 12…32 мм. В качестве распределительной арматуры в тяжелых сетках типа 1 применяют арматурную сталь класса А-III, Ат-IIIС, А500С и В500С диаметрами 6…16 мм, в сетках типа 3 — арматурную сталь класса А-II диаметрами 10…16 мм и класса А-I диаметрами 6…16 мм.
Легкие сетки следует изготовлять из арматурной проволоки класса Вр-I диаметрами 3…5 мм, стержневой горячекатаной арматурной стали классов А-III и А-I диаметрами 6…10 мм. В качестве распределительной арматуры допускается применять арматурную проволоку класса В-I диаметрами 3…5 мм. Марки арматурной стали должны соответствовать маркам, установленным проектной документацией (согласно требованиям строительных норм и правил по проектированию бетонных и железобетонных конструкций в зависимости от условий эксплуатации конструкций) и указанным в заказе на изготовление сеток. Стержневая горячекатаная арматурная сталь классов А-III, А-III и А-I должна удовлетворять требованиям ГОСТ 5781-82; стержневая термомеханически упрочненная арматурная сталь класса Ат-IIIС — ГОСТ 10884-94; арматурная проволока классов Вр-I и В-I — ГОСТ 6727-80. В связи с выходом ГОСТ Р 52544-2006 стали указанных классов могут быть заменены на стали классов А500С и В500С, соответствующих по диаметру и прочности.
Крестообразные соединения стержней в сетках следует осуществлять контактной точечной сваркой в соответствии с требованиями ГОСТ 14098-91. При сварке пересечений стержней должно быть выдержано максимально возможное сочетание диаметров:
| Диаметры стержней одного направления, мм | 3…12 | 14; 16 | 18…30 | 22 | 25…32 | 36…40 |
| Наименьшие допустимые диаметры стержней другого направления, мм | 3 | 4 | 5 | 6 | 8 | 10 |
В сетках с рабочей арматурой из гладкой стержневой арматурной стали класса А-I должны быть сварены все пересечения стержней. В сетках с рабочей арматурой периодического профиля (стержневой и проволочной) допускается сварка пересечений стержней через одно или через два пересечения в шахматном порядке, если в рабочих чертежах отсутствуют специальные указания. В арматурной сетке допускается наличие не более двух несваренных пересечений стержней на площади 1 м2 сетки из числа пересечений, подлежащих сварке.
В сетках с нормируемой прочностью крестообразных соединений стержней сварка всех мест пересечений арматуры обязательна. Возможность отступления от этого правила должна оговариваться специально. Легкие товарные арматурные сетки со стержнями диаметром до 12 мм для монолитных железобетонных конструкций изготовляют в соответствии с ГОСТ 8478-81. При необходимости на объекте их подрезают до нужного размера или в них делают вырезы. Тяжелые арматурные сетки со стержнями диаметром до 40 мм следует изготовлять в соответствии с ГОСТ 23279-85, но в некоторых случаях могут быть и исключения. Стержни в местах сварки при испытаниях на растяжение и срез (ослабленные в местах пересечений и стыков) должны соответствовать требованиям ГОСТ 10922-90.
Если к сварным соединениям стержней из арматурной стали периодического профиля, расположенных в двух или одном направлении, не предъявляют требования равнопрочности, то браковочная нагрузка при испытании на срез должна составлять не менее 50% разрывного усилия арматурной проволоки или временно´го сопротивления разрыву арматурной стали меньшего диаметра. Крестообразные соединения стержней сеток не должны разрушаться от ударных воздействий при свободном сбрасывании сеток с высоты 1 м. Стыковые соединения стержневой арматурной стали следует осуществлять контактной стыковой сваркой по ГОСТ 14098-91.
Режимы сварки должны соответствовать требованиям СН 393-78. Рабочая арматура на длине стержня 6 м не должна иметь более двух стыковых соединений, а на длине стержня 12 м — более трех стыковых соединений. Стыковые соединения стержней одного направления в пределах шага арматуры в другом направлении допускаются не менее чем через три стержня.
Значения относительной осадки в крестообразных соединениях стержней (в долях меньшего диаметра свариваемых стержней) должны быть для арматурной стали классов:
- А-I — от 0,16 до 0,5;
- А-III, Ат-IIIС и А-II — от 0,2 до 0,8;
- Вр-I и В-I — от 0,2 до 0,5.
Размеры сеток и расстояния между осями крайних стержней по длине арматурных изделий для плит, панелей и настилов независимо от длины изделий в соответствии с ГОСТ 10922-90 могут колебаться в пределах от +5 до –10 мм (не более). Номинальные расстояния между стержнями, равные 50 мм, должны иметь отклонения не более ±2 мм, 50…100 мм — ±5 мм, свыше 100 мм — ±10 мм. Исходя из возможностей серийных и разрабатываемых новых многоэлектродных сварочных машин и соображений по унификации сеток, можно рекомендовать следующее.
Значения действительных отклонений геометрических параметров сеток не должны превышать предельных, указанных в ГОСТ 10922+90. Продольные и поперечные стержни в сетках должны быть прямолинейными. Значения действительных отклонений от прямолинейности стержней не должны превышать 6 мм на длине стержня 1 м.
Приемку сеток следует производить партиями в соответствии с требованиями ГОСТ 10922+90 и ГОСТ 23279+85.
В каждой отобранной от партии сетке или рулоне дополнительно проверяют размеры выпусков, прямолинейность стержней, величину осадки стержней.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей проводят повторную проверку на удвоенной выборке. Результаты повторной проверки распространяются на всю партию.
Если при повторной проверке хотя бы одна сетка не удовлетворяет требованиям ГОСТ 10922+90 и ГОСТ 23279+85, все сетки подлежат поштучной приемке.
Методы контроля и испытаний сеток должны соответствовать установленным ГОСТ 10922+90 и ГОСТ 23279+85.
Ширину и длину плоских сеток, шаг продольных и поперечных стержней, размеры выпусков, прямолинейность стержня и разницу в длине диагоналей, а также ширину рулонной сетки, шаг продольных и поперечных ее стержней, размеры выпусков и прямолинейность поперечных стержней проверяют рулеткой по ГОСТ 7502+80 или металлической линейкой по ГОСТ 427+75. Крестообразные соединения проверяют на ударное воздействие на постах изготовления и пакетирования сеток путем свободного сбрасывания сеток с высоты 1 м на бетонное основание или на металлические подкладки.
Плоские сетки должны быть связаны в пакеты. Масса пакета не должна превышать 3 т. Пакет сеток должен быть связан мягкой проволокой не ме+ нее чем в четырех местах, а рулон сетки — не менее чем в трех местах.
К каждому пакету и рулону сеток должно быть прикреплено не менее двух металлических или фанерных бирок, на которых указывают наименование или товарный знак предприятия+изготовителя, условное обозначение сеток, количество сеток в пакете, массу пакета или рулона в тоннах, номер партии и дату изготовления. Бирки должны прикрепляться с разных сторон пакета и рулона.
Каждая партия сеток, поставляемых специализированными заводами арматурных изделий, должна сопровождаться документом о качестве, в котором указывают наименование и адрес предприятия-изготовителя, номер и дату выдачи документа, номер партии, наименование изделий с указанием их марок и количества в партии, дату изготовления. Документ должен быть подписан работником, ответственным за технический контроль предприятия-изготовителя.
Сетки следует транспортировать в горизонтальном положении. При погрузке, транспортировании и разгрузке сеток должны соблюдаться меры, обеспечивающие их сохранность от повреждения. Способы выполнения погрузочно-разгрузочных работ должны соответствовать правилам техники безопасности в строительстве.
Сетки должны храниться в крытом помещении. Пакеты сеток следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток складируют не более чем в три яруса. При складировании сеток между штабелями должен быть обеспечен свободный проход шириной не менее 0,5 м. При хранении и транспортировании каждый пакет должен опираться на деревянные подкладки и прокладки толщиной не менее 30 мм. Подкладки под сетки следует укладывать по плотному, тщательно выровненному основанию. При хранении сеток в штабелях прокладки между пакетами должны быть расположены по вертикали одна над другой.
Большинство сеток изготовляются на предприятиях строительной индустрии контактной точечной сваркой на многоэлектродных сварочных машинах, что требует унификации параметров сеток — должны быть одинаковыми расстояния (шаги) между продольными и поперечными стержнями, а также должны быть одинаковыми диаметры поперечных и продольных стержней. Поэтому при разработке проекта арматурного цеха следует согласовать с разработчиками сеток возможность такой унификации.
Арматурные каркасы изготовляют плоскими или пространственными по ГОСТ 10922-90 из продольных и поперечных стержней, соединяемых крестообразно в местах пересечений.
Плоские каркасы имеют поперечные стержни, расположенные в одной плоскости. Они предназначены для армирования линейных изгибаемых или растянутых железобетонных элементов или конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях. Они могут быть выполнены из гнутых сеток, нескольких плоских сеток или быть цилиндрической формы (рис. 3.3). При изготовлении каркасов из отдельных сеток их соединяют методом контактной сварки или с помощью вязки. Сварные каркасы железобетонных труб изготовляют на специализированных машинах контактной сваркой пересечений подаваемых продольных стержней с навиваемой на них по спирали поперечной арматурой. Каркасы изделий с продольными напрягаемыми стержнями изготовляют так же, но без сварки арматурных пересечений.
Пространственные сварные арматурные каркасы являются рабочей арматурой в монолитных ЖБК, а также в несущих сборных ЖБК без предварительного напряжения, например в стеновых панелях, железобетонных сваях и трубах и т. д. Так, ДСК датской фирмы «Ларсен-Нильсен» не выпускали предварительно-напряженные ЖБК, а применяли каркасы, имеющие сетки с малым шагом в качестве рабочей арматуры в растянутых зонах панелей перекрытий.
На чертежах приводятся требования к пространственным арматурным конструкциям: точность размеров каркасов, прочность сварных соединений, возможность использования вязки в труднодоступных местах и замены используемых марок арматурных сталей.
Рис. 3.3 Пространственные арматурные каркасы и закладные детали: а — каркас из сеток и стержней для плоскостного железобетонного изделия; б–г, е — каркасы из изогнутой сетки; д — каркас с изогнутыми хомутами; ж — каркас с поперечными и продольными сваренными прутками или из двух сеток и поперечных прутков; з — каркас с навитой поперечной арматурой для свай; и — каркас железобетонной трубы.
Стержни, пряди и канаты для предварительно-напряженных ЖБК. При натяжении арматурных стержней на формы, стенды и затвердевший бетон используют различные анкерные и захватные устройства разового применения (см. табл. 3.2, рис. 3.4, уровень VI на рис. 1.2). В предварительно напряженных ЖБК для напрягаемой арматуры используется сталь повышенной прочности (стержни классов А-IV и выше, В-II и Вр-II, пряди и канаты). В зависимости от вида АС и способа создания предварительного напряжения выбирается вид концевого анкера (см. табл. 3.2, рис. 3.4). Пакеты высокопрочной проволоки применяются для напряженного армирования на длинных стендах, например при изготовлении железобетонных шпал. В большинстве случаев концевые анкеры после твердения бетона удаляются.
В крупногабаритных конструкциях, таких как фермы перекрытий, пролетные строения мостов и др., часто применяется последующее натяжение арматуры. При таком армировании концевые анкеры сохраняются и выполняют свою функцию при работе ЖБК, хотя инъектирование каналов бетонным раствором также обеспечивает дополнительную анкеровку прядей или канатов по всей длине и защищает арматуру от коррозии. Для усиления торцевых зон преднапряженных ЖБК устанавливают спирали, обеспечивающие более равномерное распределение поперечных нагрузок и воспринимающие ударную нагрузку в момент удаления анкера и передачи напряжения на бетон.
Таблица 3.2
Виды анкеров арматурных стержней, пакетов, пучков, прядей и канатов (к рис. 1.2)
| 2 анкера (рис. 1.2) | Вид анкера и способ его изготовления | Способ натяжения стержня |
| 1 | Гнутый крюк | Без напряжения монтажная, в стеновых перегородках |
| 2 | Скрученная петля |
| 3 | Головка, высаженная горячим способом на стержне из стали А-1 | Монтажная, для стеновых панелей |
| 4 | Приваренная петля из стальной полосы | ЭТН и натяжение на упоры формы при остывании |
| 5 | Приваренные коротыши |
| 6 | Приваренный хвостовик с резьбой | Монтажными гидродомкратами |
| 7 | Приваренная шайба | ЭТН и натяжение на упоры формы при остывании |
| 8 | Головка, высаженная горячим способом (с дополнительной шайбой или без нее) |
| 9 | Обжимная шайба |
| 10 | Обжимная спираль |
| 11 | Клиновой зажим (конструкции з-да «Баррикада») |
| 12 | Головка, высаженная горячим способом на т. у. стержне (при пониженных t0) с клиновой шайбой | Натяжение гидродомкратом на упоры формы |
| 13 | Головка, высаженная горячим способом на термоупрочненном стержне с применением вТМО |
| 14 | Головка, высаженная холодной опрессовкой (с дополнительной втулкой) |
| 15 | Полуавтоматический цанговый зажим НИИЖБ |
| 16 | Цанговый малогабаритный зажим НИИЖБ |
| 17 | Опрессованная гильза |
| 18 | Клиновой зажим, индекс 7151/31-010 |
| 19 | Колодочного типа с высадкой анкерных головок |
| 20 | Групповое анкерное устройство (гребенка) |
| 21 | Опрессованная гильза с гайкой |
| 22 | Гильза с заваркой торца |
| 23 | Гильзостержневой |
| 24 | Конический для закрепления проволочных пучков | Натяжение гидродомкратом на ЖБК |
| 25 | Стаканный для мощных многопрядных пучков |
| 26 | Глухой для мощных многопрядных пучков |
Рис. 3.4 Анкерные устройства: а — обжимная шайба (9); б — обжимная спираль (10); в — головка, высаженная горячим способом (8); г — приваренная шайба (7); д — приваренная петля из стальной полосы (4); е — приваренные коротыши (5); ж — приваренный хвостовик с резьбой (6); з — гильзовый (21); и — гильзовый с заваркой торца (22); к — гильзостержневой (23); л — колодочного типа (19). В скобках приведены номера из таблицы 3.2 и рис. 1.2.
4. Закладные изделия
Сварные, штампованные и штампосварные закладные детали (рис. 4.1а, б) служат для соединения железобетонных изделий при монтаже зданий. К закладным деталям относятся и петли, изготовляемые из стержневой арматуры (рис. 4.1в). Петли могут служить для строповки железобетонных изделий при транспортировании и для соединения изделий друг с другом.
Для сборных железобетонных конструкций рекомендуются утвержденные Госстроем следующие унифицированные закладные детали: для одноэтажных зданий промышленных предприятий — разработанные Харьковским Промстройниипроектом (альбом типовых конструкций и деталей зданий и сооружений, серия 1.400-6, вып. 1); для инженерных сооружений промышленных предприятий — разработанные также Харьковским Промстройниипроектом (альбом типовых конструкций зданий и сооружений, серия 3.400-6); для бескаркасных и каркасных зданий — разработанные ВНИИжелезобетоном и Моспромстройиндустрией (нормаль КС-68).
Рис. 4.1 Закладные детали: а, б — штампованная и сварные закладные детали; в — строповочные и монтажные петли; г — замкнутая треугольная петля серии 3.410-7.
Таблица 4.1
Основные типы нормализованных закладных деталей
| Тип закладной детали | Марки закладных деталей | Тип закладной детали | Марки закладных деталей |
| Тl | Тl-lK, Тl-lKГ, Тl-l, Тl-lГ, Тl-lУ, Тl-2, Тl-2Г, Тl-2У | Т6 | Т6-l, Т6-lГ, Т6-lУ, Т6-2, Т6-2Г, Т6-2У |
| Т2 | Т2-l, Т2-lГ, Т2-lУ, Т2-2, Т2-2Г, Т2-2У, Т2-З, Т2-ЗГ, Т2-ЗУ | Т7 | Т7-l, Т7-lГ, Т7-lУ, Т7-2, Т7-2Г, Т7-2У, Т7-З, Т7-ЗГ, Т7-ЗУ |
| ТЗ | ТЗ-l, ТЗ-lГ, ТЗ-lУ, ТЗ-2, ТЗ-2Г, ТЗ-2У, ТЗ-З, ТЗ-ЗГ, ТЗ-ЗУ | Т8 | Т8-l, Т8-lГ, Т8-2, Т8-2Г, Т8-З, Т8-ЗГ |
| Т4 | Т4-l, Т4-lГ, Т4-lУ, Т4-2, Т4-2Г, Т4-2У | Т9 | Т9-l, Т9-lГ, Т9-2, Т9-2Г |
| Т5 | Т5-l, Т5-lГ, Т5-lУ, Т5-2, Т5-2Г, Т5-2У | Тl0 | Тl0-l, Тl0-2, Тl0-З, Тl0-4, Тl0-5, Тl0-6, Тl0-7, Тl0-8 |
Нормализованные закладные детали для бескаркасных и каркасных зданий (табл. 4.1) на чертежах и спецификациях обозначаются буквой Т и двумя цифрами. Первая (1–10) обозначает тип, т. е. конструктивную форму детали, вторая — номер детали, характеризующий ее несущую способность. Буквенный индекс подразделяет их на три модификации: Г — с ан/ керами длиной 15 диаметров с высаженными головками; У — с анкерами длиной 25 диаметров; детали без индекса имеют длину анкера 15 диаметров и применяются только в конструкциях из тяжелого бетона марки М200 и выше.
Выбор типа закладной детали производится в соответствии с «Рекомендациями по проектированию закладных деталей для сборных железобетонных конструкций» (Р 35/67) в зависимости от направления и величины действующих в узловом соединении усилий.
Основные типы сварных закладных деталей. На изготовление закладных деталей расходуется около 10% стали, применяемой для армирования арматурных изделий, поэтому ведутся работы по совершенствованию их конструкций. Одним из направлений разработок в этой области являются штампованные закладные детали. В ЦНИИЭП жилища Госгражданстроя Госстроя СССР была разработана техническая документация на штампованные за/ кладные детали для крупнопанельных жилых домов серий III/90 и III/21 с малым шагом поперечных несущих стен, для серий III/83, III/84 и с широким шагом серии 1.464.
Штампованные закладные детали (рис. 4.1а) представляют собой стальные пластины толщиной 4 мм с анкерными элементами в виде полос, на которых имеются сферические выступы высотой 1/7…1/6 ширины пластины, которые выполняют роль анкеров.
К числу закладных деталей относятся также подъемные петли, используемые для подъема сборных железобетонных конструкций при их монтаже. Применяются различные конструкции подъемных петель, однако они являются неэкономичными. Проектным институтом № 1 были разработаны, а Госстроем СССР были утверждены для повсеместного применения конструкции треугольных замкнутых петель (а. с. № 491770).
Замкнутые подъемные унифицированные петли серии 3.410-7 треугольной формы (см. рис. 4.1г) обеспечивают равнопрочность петли и призмы выкалываемого ею бетона при заделке в бетон на 10…12 диаметров, что позволяет снизить расход стали на петли в среднем на 50% по сравнению с незамкнутыми петлями. Одновременно упрощается установка петель в изделие, создаются условия для автоматизированного их изготовления и централизованной поставки. Замкнутые монтажные петли изготовляются из горячекатаной арматурной стали класса А-I марок ВСт3сп2 и ВСт3пс2 или класса А-II марки 10ГТ.
Закладные детали изготовляют из арматурной стали классов А-I, …, А-III, отвечающей требованиям ГОСТ 5781-75. Для плоских элементов применяют горячекатаную листовую, полосовую, угловую и фасонную сталь марки Ст3 групп Б и В, отвечающую условиям свариваемости по ГОСТ 380-71.
5. Сварные соединения арматурных и закладных изделий
Технология заводской и монтажной сварки соединений арматурных стержней и закладных изделий должна соответствовать «Руководящим технологическим материалам по сварке арматуры и закладных изделий железобетонных конструкций» (РТМ 393-94), составленым в развитие ГОСТ 14098-91, ГОСТ 10922-90, ГОСТ 23858-79, а также СНиП 2.03.01-84, СНиП 3.03.01%87 и СНиП 3.09.01%85.
РТМ 393-94 содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Они также устанавливают ме% тоды и объемы контроля качества сварных соединений. Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
В РТМ 393-94 включены все регламентированные ГОСТ 14098%91 сварные соединения, представленные в виде чертежей и таблиц. Способы и технологии сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь таблицей 5.1 и приложением 2 РТМ 393%94. На рис. 5.1 показана структура условных обозначений сварных соединений.
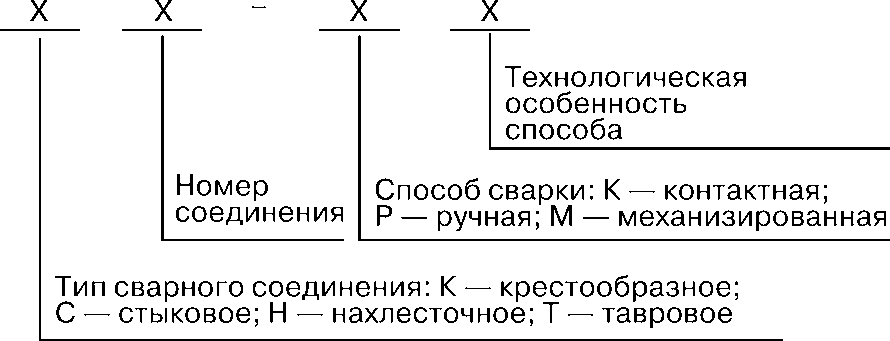
Рис. 5.1 Структура условного обозначения сварного соединения
Таблица 5.1
Типы сварных соединений и способы сварки (рис. 5.1)
| Обозначение типа соединения по гОСТ 14098-91 | Способ и технологические особенности сварки | Положение стержней при сварке | Условие производства | Пункты РТМ, где изложены требования по технологии сварки |
| Крестообразные сварные соединения |
| К1-Кт | Контактная точечная, двух стержней | Любое | Заводское | 4.1.1-4.1.19 |
| К2-Кт | То же, трех стержней | Любое | Заводское | 4.1.1-4.1.19 |
| К3-Рр | Дуговая ручная, прихватками | Любое | Монтажное | 4.2.1-4.2.9 |
| Стыковые сварные соединения |
| С1-Ко | Контактная, стержней одинакового диаметра | Горизонтальное | Заводское | 4.3.1-4.3.6, 4.3.20-4.3.24 |
| С2-Кн | Контактная, стержней разного диаметра | Горизонтальное | Заводское | 4.3.17, 4.3.18 |
| С3-Км | Контактная, стержней одинакового диаметра с последующей механической обработкой | Горизонтальное | Заводское | 4.3.19 |
| С4-Кп | Контактная, стержней одинакового диаметра с предварительной механической обработкой | Горизонтальное | Заводское | 4.3.19 |
| С5-Мф | Ванная, механизированная под флюсом в инвентарной форме | Горизонтальное | Монтажное | 6.2.1-6.2.17 |
| С6-Мп | Дуговая, механизированная, порошковой проволокой, в инвентарной форме | Горизонтальное | Монтажное | 6.4.1-6.4.6 |
| С7-Рв | Ванная, одноэлектродная, в инвентарной форме | Горизонтальное и вертикальное | Монтажное | 6.14.1-6.14.6 |
| С8-Мф | Ванная, механизированная, под флюсом в инвентарной форме | Вертикальное | Монтажное | 6.2.1-6.2.17 |
| С9-Мп | Дуговая, механизированная, порошковой проволокой в инвентарной форме | Вертикальное | Монтажное | 6.4.1-6.4.6 |
| С10-Рв | Ванная, одноэлектродная, в инвентарной форме | Вертикальное | Монтажное | 6.4.1-6.4.6 |
| С11-Мф | Ванная, механизированная, под флюсом, в инвентарной форме спаренных стержней | Горизонтальное | Монтажное | 6.3.1-6.3.6 |
| С12-Мп | Дуговая, механизированная, порошковой проволокой, в инвентарной форме спаренных стержней | Горизонтальное | Монтажное | 6.5.1-6.5.4 |
| С13-Рв | Ванная, одноэлектродная, в инвентарной форме спаренных стержней | Горизонтальное | Монтажное | 6.14.1-6.14.6 |
| С14-Мп | Дуговая, механизированная, порошковой проволокой на стальной скобе-накладке | Горизонтальное | Монтажное | 6.6.1-6.6.7 |
| С15-Рс | Ванно-шовная, на стальной скобе-накладке | Горизонтальное | Монтажное | 6.15.1, 6.15.2 |
| С16-Мо | Дуговая, механизированная, открытой дугой, голой легированной проволокой (СОДГП) на стальной скобе-накладке | Горизонтальное | Монтажное | 6.7.1-6.7.7 |
| С17-Мп | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Вертикальное | Монтажное | 6.6.4-6.6.7 |
| С18-Мо | Дуговая, механизированная, открытой дугой, голой легированной проволокой (СОДГП) на стальной скобе-накладке | Вертикальное | Монтажное | 6.7.1-6.7.7 |
| С19-Рм | Дуговая, ручная, многослойными швами на стальной скобенакладке | Вертикальное | Монтажное | 6.16.1, 6.16.2 |
| С20-Рм | Дуговая, ручная, многослойными швами, без стальной скобынакладки | Вертикальное | Монтажное | 6.17.1-6.17.З |
| С21-Рн | Дуговая, ручная, швами с накладками из стержней | Любое | Монтажное и заводское | 6.17.4-6.17.12 |
| С22-Ру | Дуговая, швами с удлиненными накладками из стержней | Любое | Монтажное и заводское | 6.17.4-6.17.12 |
| С2З-Рэ | Дуговая, ручная, швами без дополнительных технологических элементов | Любое | Монтажное и заводское | 6.17.4-6.17.12 |
| С24-Мф | Ванная, механизированная, под флюсом, в комбинированных несущих и формующих элементах | Горизонтальное | Монтажное | 6.8.1-6.8.12 |
| С25-Мп | Дуговая, механизированная, порошковой проволокой, в комбинированных несущих и формующих элементах | Горизонтальное | Монтажное | 6.10.1, 6.10.2 |
| С26-Рс | Ванная, одноэлектродная, в комбинированных несущих и формующих элементах | Горизонтальное | Монтажное | 6.10.1, 6.10.2 |
| С27-Мф | Ванная, механизированная, под флюсом, в комбинированных несущих и формующих элементах | Горизонтальное | Монтажное | 6.8.1-6.8.12 |
| С28-Мп | Дуговая, механизированная, порошковой проволокой в комбинированных несущих и формующих элементах | Вертикальное | Монтажное | 6.10.1, 6.10.2 |
| С29-Рс | Ванная, одноэлектродная, в комбинированных несущих и формующих элементах | Вертикальное | Монтажное | 6.10.1, 6.10.2 |
| СЗ0-Мф | Ванная, механизированная, под флюсом в комбинированных несущих и формующих элементах спаренных стержней | Горизонтальное | Монтажное | 6.9.1-6.9.4 |
| СЗ1-Мп | Дуговая, механизированная, порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней | Горизонтальное | Монтажное | 6.10.1, 6.10.2 |
| СЗ2-Рс | Ванная, одноэлектродная, в комбинированных несущих и формующих элементах спаренных стержней | Горизонтальное | Монтажное | 6.10.1, 6.10.2 |
| Нахлесточные сварные соединения |
| Н1-Рш | Дуговая ручная, швами | Любое | Заводское | 5.6.1-5.6.З |
| Н2-Кр | Контактная, по одному рельефу на пластине | Горизонтальное | Заводское | 5.9.1-5.9.7 |
| НЗ-Кп | Контактная, по двум рельефам на пластине | Горизонтальное | Заводское | 5.9.1-5.9.7 |
| Н4-Ка | Контактная, по двум рельефам на арматуре | Горизонтальное | Заводское | 5.9.1-5.9.7 |
| Тавровые сварные соединения |
| Т1-Мф | Дуговая, механизированная, под флюсом без присадочного металла | Вертикальное | Заводское | 5.1.1-5.1.7 |
| Т2-Рф | Дуговая, ручная, с малой механизацией под флюсом без присадочного материала | Вертикальное | Заводское | 5.1.1-5.1.7 |
| ТЗ-Мж | Дуговая, механизированная, под флюсом, без присадочного материала по рельефу | Вертикальное | Заводское | 5.1.8 |
| Т6*-Кс | Контактная, рельефная, сопротивлением | Вертикальное | Заводское | 5.7.1-5.7.5 |
| Т7-Ко | Контактная, рельефная, оплавлением | Вертикальное | Заводское | 5.5.1, 5.5.2 |
| Т8-Мв | Дуговая, механизированная, в углекислом газе (СО2), в выштампованное отверстие | Вертикальное | Заводское | 5.8.1-5.8.4 |
| Т9-Рв | Дуговая, ручная, в выштампованное отверстие | Вертикальное | Заводское | 5.8.1-5.8.4 |
| Т10-Мс | Дуговая, механизированная, в СО2, в отверстие | Вертикальное | Заводское | 5.2.1-5.2.8 |
| Т11-Мц | То же, в цекованное отверстие | Вертикальное | Заводское | 5.2.1-5.2.8 |
| Т12-Рз | Дуговая, ручная, валиковыми швами в раззенкованное отверстие | Вертикальное | Заводское | 5.З.1-5.З.З |
| Т1З-Рн | Ванная, одноэлектродная, в инвентарной форме | Горизонтальное | Заводское | 5.4.1-5.4.6 |
* Соединения Т4 и Т5 из ГОСТ 14098-91 исключены.
При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке.
Арматурную сталь и металлопрокат для изготовления сварных арматурных и закладных изделий следует применять в соответствии с указаниями раздела 2 РТМ 393-94, ГОСТ Р 52544-2006, ГОСТ 14098-91, ГОСТ 5781-82, ГОСТ 10884-81, ГОСТ 6727-80, ГОСТ 535-88, ГОСТ 380-88, СНиП 2.03.01-84, СНиП II428-81.
Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11-84.
При выборе типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует:
1. выбирать сварные соединения и технологию сварки, обеспечивающие наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали;
2. стремиться к максимально возможному сокращению материальных и трудовых затрат на выполнение сварных соединений, для чего применять:
а) автоматизированные, механизированные и производительные ручные способы сварки;
б) эффективные и высококачественные сварочные материалы;
в) эффективные методы контроля качества сварных соединений.
В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий — механизированную сварку под флюсом и контактную рельефную сварку. При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в таблице 5.1 способы дуговой сварки.
При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии).
Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2 РТМ 393-94. Допускается также применение не предусмотренных РТМ 393-94 и ГОСТ 14098-91 типов соединений и способов сварки при условии соблюдения требований указанного стандарта и ГОСТ 10922-90 и при наличии ведомственного нормативного документа, утвержденного в установленном порядке.
Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб). Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе.
К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующее профилю их работы, и имеющие удостоверения на право производства данных работ. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ.
Клеймить сварные соединения следует в местах, указанных на чертеже. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины.
Последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры.
Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации, не допускается.
Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3 РТМ 393-94.



{kind=link}
{kind=link}