29.06.2023
Группа 512
Предмет: Техника и технология сварки ручным способом с внешним источником полимерных материалов
Тема: Техника и технология сварки ручным способом с внешним источником нагрева
Тема урока: Изучение технологии сварки нагретым инструментом сварных соединений различных деталей из полимерных материалов
Цель урока: изучить данную тему, составить конспект урока.
Сущность и схемы процесса
Подвод тепловой энергии, необходимой для сварки термопластов, наиболее просто может быть за счет контакта деталей с нагретым инструментом. Вид сварки, основанный на этом принципе, чаще всего называют сваркой нагретым инструментом. Можно встретить также термины контактно – тепловая, или термоконтактная сварка, подчеркивающие контактный способ передачи теплоты от инструмента к деталям.
В контакт с нагретым инструментом можно вводить как поверхности, подлежащие сварке, так и внешние поверхности деталей.
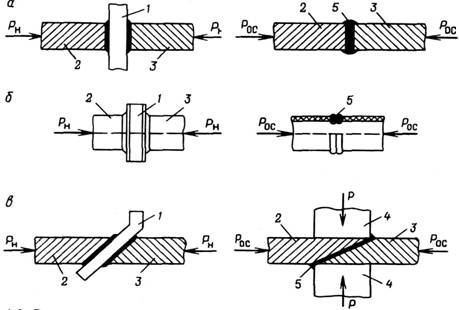
Рис. 2.10 Схемы сварки нагретым инструментом прямым нагревом а –- стержней встык; б –- труб встык; в -– соединения на ус; 1 -– нагретый инструмент; 2,3 -– свариваемые детали; 4 -– прижимные ролики; 5 -– сварной шов; слева – нагрев, справа –- осадка; Рос -– давление осадки, Р –- давление прижима
В первом случае нагрев поверхностей, подлежащих сварке, до температур, превышающих температуры плавления, осуществляется за счет теплоотдачи от плотно поджатого к ним нагретого инструмента. Для того, чтобы подчеркнуть, что тепловая энергия подводится в этом случае непосредственно к поверхностям, подлежащим сварке, такую схему называют сваркой прямыми нагревом. Можно встретить также термин сварка оплавлением, отражающий тот факт, что перед сваркой соединяемые поверхности должны быть оплавлены.

Рис. 2.11 Схемы сварки нагретым инструментом косвенным нагревом нахлесточных соединений при одностороннем (а) и двустороннем (б) подводе тепловой энергии 1–- нагретый инструмент; 2 –- прокладка; 3 –- свариваемые детали; 4 –- холодный инструмент; Т1 -–Т4 –- распределение температур по толщине деталей
Во втором случае нагрев поверхностей, подлежащих сварке, осуществляется за счет теплопроводности слоя термопласта, расположенного между соединяемыми поверхностями и поверхностями, с которыми контактирует нагретый инструмент. Чтобы подчеркнуть непрямой характер подвода энергии тепловой энергии к соединяемым поверхностям, такую сварку называют сваркой косвенным нагревом или сваркой проплавлением.
Сварка прямым нагревом нашла для изготовления пластмассовых трубопроводов различного назначения, емкостей из формованных деталей, деталей машин. Рамных конструкций из профилей и т.д.
Наиболее просто таким методом получают стыковые сварные соединения стержней, труб, профилей из полиэтилена, полипропилена и поливинилхлорида толщиной 2-20 мм, а также угловые соединения при изготовлении соединительных деталей пластмассовых трубопроводов.

Рис. 2.12 Сварка труб при угловом соединении (а) и при изготовлении отводов (б). 1 –- свариваемые детали; 2 –- готовые изделия
Прямой характер нагрева свариваемых поверхностей предопределяет прерывистость процесса, так как, чтобы соединить разогретые поверхности, необходимо сначала удалить из зоны сварки инструмент, а затем сдавить свариваемые детали. Соответственно, в таком процессе можно выделить три этапа: разогрев или оплавление поверхностей, подлежащих сварке; технологическую паузу, необходимую для удаления или перемещения из зоны сварки нагретого инструмента; осадку свариваемых деталей путем приложения давления и выдержки под давлением до достижения необходимой температуры охлаждения.

Комментариев нет:
Отправить комментарий