04.05.2023
Группа 512
Предмет: Техника и технология сварки ручным способом с внешним источником полимерных материалов
Тема: Техника и технология сварки ручным способом с внешним источником нагрева
Тема урока: Основные типы и конструктивные элементы сварных соединений, выполняемых сваркой ручным способом с внешним источником нагрева (нагретым газом, сваркой нагретым инструментом, экструзионной сваркой), обозначение их на чертежах
Цель урока: изучить данную тему, составить конспект урока.
Сварка нагретым инструментом является наиболее универсальной для соединения различных изделий из термопластов ( пленок, листов, труб, лент, профилей и др.). Обычно при сварке этим способом присадочный материал не применяется.
Для нагрева соединяемых поверхностей используются металлические инструменты различной формы, а нагрев может осуществляться путем непосредственного соприкосновения с соединяемыми поверхностями (прямой нагрев, применяется в основном для сварки толстостенных изделий) или подводом тепла с внешней стороны через всю толщину детали( косвенный нагрев, используется для сварки пленок и тонких листов). Нагретые детали спрессовывают, а затем охлаждают.
При подводке тепла с внешней стороны изделий нагревательный инструменты одновременно служат и для спрессовывания соединяемых деталей. Нагрев изделий может быть односторонним или двусторонним. Последний применяется только в тех случаях, кода конструкция свариваемого изделия позволяет подводить нагреватели с двух сторон[1, стр.35]
А) Сварка встык
Положение шва при сварке: любые пространственные положения.
Изделия: толщина s>2мм, ручная сварка, трубы, профили, панели, слитки, фасонные детали.

Рис. 5. Последовательность процессов стыковой сварки нагретым инструментом:
а- исходное положение изделий и нагревательного инструмента; б- оплавление свариваемых поверхностей; в- готовое сварное соединение; 1- свариваемые детали; 2- электронагревательный инструмент
Материал: твердый суспензионный, ударно-вязкий, мягкий поливинилхлорид, твердый полиэтилен, полипропилен, полиамиды.
Общая продолжительность сварки: t>60с.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горячего газа (пропан). Сварочные материалы, регуляторы температуры, теплообменники.
Б) Сварка враструб, сварка в выточку
В любых пространственных положениях
Изделия: толщина s>2мм, ручная сварка враструб, трубы D<50мм, машинная сварка враструб, сварка в выточку труб, панелей, фасонных деталей.
Материал: твердый, мягкий полиэтилен, полипропилен.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горючего газа (пропан).
Сварочные аппараты, машины и принадлежности: Нагревающий элемент с инструментами для формирования шва (сварочный дорн или сварочная линза).
В) сварка тавровых и угловых соединений
Положение шва при сварке: нижнее
Изделия: толщина 2-10мм, панели.
Материал: твердый, мягкий полиэтилен, полипропилен.
Продолжительность сварки 60с.
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварка выполняется без присадочных материалов.
Г) сварка нагретой проволокой
Положение шва при сварке: любые пространственные положения
Изделия: толщина s>1,5мм, панели, трубы.
Материал: твердый, мягкий полиэтилен, полипропилен, полиметилакрилат.
Продолжительность сварки: t>30с
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочный аппарат: регулировочный трансформатор или регулировочный выпрямитель (при отсутствии регулировочного трансформатора)
Д) сварка нагретым клином
Изделие: толщина 0,5-10,0мм (ручная сварка), толщина 0,1-2,0мм (машинная сварка), фольга, гидроизоляционный материал, ткани с покрытием, панели.
Материал: мягкий поливинилхлорид, мягкий, твердый полиэтилен, полипропилен, полиамиды.
Источник питания: электрический ток (нагрев электросопротивлением)

Рис. 6. Схема сварки нагретым клином нахлесточных соединений пленок:1- свариваемые пленки; 2– клиновидный нагревательный элемент; 3- прижимной ролик; 4- сварной шов; 5- транспортирующий ролик
Е) сварка термоимпульсом

Рис. 7. Схема термоимпульсной сварки полимерных пленок:
1- пленки; 2- нагреватель; 3- тепло и электроизоляция; 4- антиадгезионная прокладка; 5- подвижная губка; 6- эластичная подложка; 7- неподвижная губка; 8- сварной шов
Изделия: толщина 0,01-0,2мм (односторонний импульс), толщина 0,01-0,4(0,5) (двусторонний импульс), фольга, тонкая бумага, алюминиевая фольга с покрытием, оклеечная бумага.
Материал: твердый, мягкий полиэтилен, полипропилен, твердый суспензионный поливинилхлорид.
Источник нагрева: электрический ток (нагрев электросопротивлением).
Сварочные аппараты: ручные и механические устройства для сварки термоимпульсом.
Ж) сварка контактно-тепловая прессованием

Рис. 8. Схема прессовой сварки с нагревательным инструментом без охлаждения (а) и с охлаждением (б) боковых зон шва:
1- нагреватель; 2-теплоизоляционная пластина; 3- разделительная прокладка; 4-свариваемые изделия; 5- охлаждаемый элемент
Изделия: толщина 0,01-0,2мм (односторонний нагрев), толщина 0,01-0,4мм (двусторонний нагрев), фольга, тонкая бумага и алюминиевая фольга с покрытием, оклеечный материал.
Материал: твердый, мягкий полиэтилен, полипропилен, оклеечный материал из различных пластмасс.
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочные аппараты: Разделительная фольга из политетрафторэтилена, разделительная ткань с покрытие из политетрафторэтилена или силикокаучука (толщ. 0,13-0,15).
З) сварка ленточная
Применение нагревательного инструмента в форме лент дает возможность охлаждать свариваемое изделие в процессе сварки перед снятием давления, для этого последняя зона, через которую проходит материал, снабжается охлаждающим устройством. Что значительно повышает качество и производительность сварочных работ.

Рис. 9. Схема ленточной сварки полимерных пленок с двусторонним подогревом:
1- свариваемые пленки; 2- стальная лента; 3- нагреватель; 4- охлаждающее устройство; 5- сварной шов
И) роликовая сварка
Роликовая сварка применяется для соединения полимерных пленок при необходимости получения непрерывного шва значительной протяженности.[2]
Рис. 10. Схема роликовой сварки с односторонним нагревом:
1- свариваемые пленки; 2- прижимной ролик; 3- сварной шов; 4- нагре
.Сварка расплавом.
Сварка расплавом получила в последнее время широкое распространение благодаря простоте и высокой производительности, широким технологическим возможностям и высокому качеству сварных соединений.
Сварка может проводиться по непрерывной и периодической схемам. При непрерывной схеме сварки присадочный материал выходит из нагревательного устройства непрерывно, а при проведении процесса по периодической схеме периодически поступает в зазор между деталями, установленными в форму или зажатыми в приспособлении.
Сварку расплавом целесообразно осуществлять при высоких скоростях подачи расплава в шов и максимальной его массе, так как в этом случае присадочный материал теряет меньше теплоты и нагревать его можно до более низких температур.[1, стр. 60]

Рис. 11. Схема сварки расплавом, получаемым экструзией:
экструдер; 2- расплавленный присадочный материал; 3- свариваемые пленки; 4-прижимные ролики; 5- сваренный материал
4. Сварка трением.
Отличительными особенностями сварки трением являются малое время сварки (несколько секунд), локальное выделение тепла, высокая прочность сварного шва, возможность сварки поверхностей без их предварительной очистки, в том числе поверхностей, имеющих окисную пленку и различные инородные включения.
Сваркой трением хорошо соединяются полиэтилен, полипропилен, полиоксиметилен, поливинилхлорид, полиамиды, полистирол и сополимеры на его основе, а также некоторые фторполимеры. Сваркой трением могут соединяться не только однородные, но также и разнородные пластмассы.
Сварка трением широко применяется для соединения различных деталей, имеющих форму тел вращения, а также деталей любой формы, соединяемые поверхности которых находятся в одной плоскости, например, труб малых и средних диаметров, водопроводной арматуры, изделий сантехники, фильтров, резервуаров и др.[2, стр. 60]
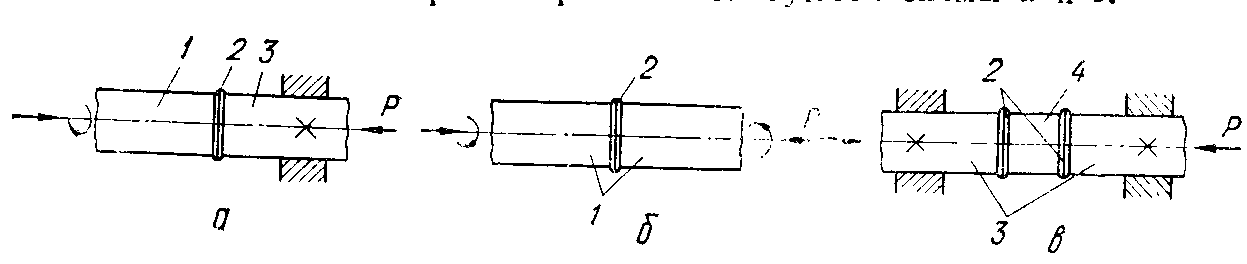
Рис. 12. Принципиальная схема сварки трением с использованием вращения одной детали (а), обеих деталей (б), вставки (в):
1- вращающаяся деталь; 2- сварной шов; 3- неподвижная деталь; 4- вставкатый ролик

Комментариев нет:
Отправить комментарий