03.02.2023
Группа 512
Предмет: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Тема : |
Сварка при низких температурах |
Тема урока: Требования к подготовительным, сборочным операциям
Цель урока: изучить данную тему, составить конспект урока.
Требования к подготовке и сборке конструкций под сварку.
До начала сварочных работ любые соединения резервуаров должны быть проконтролированы и приняты под сварку по следующим конструктивным и технологическим критериям:
геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), должны укладываться в поле допусков, предусмотренных проектом;
поверхность кромок, а также прилегающие к ним зоны шириной 20 мм должны быть зачищены от любых загрязнений;
сборочные приспособления, закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную прочность и жесткость, чтобы исключить чрезмерные усадку швов и перемещения свариваемых элементов.
Закрепление кромок свариваемых элементов должно выполняться преимущественно с помощью сборочных приспособлений. При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются. Прихватки, выполняемые в угловых и нахлесточных соединениях, можно переплавлять только после их зашлифовки и визуального контроля качества. При этом такие прихватки должны выполняться квалифицированными сварщиками. Приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале контроля качества монтажно-сварочных работ.
5.Автоматическая и полуавтоматическая сварка под флюсом.
Способами сварки без внешней защиты дуги и сваркой под флюсом в народном хозяйстве страны выполняется наибольший объем сварочных и наплавочных работ.В сварке под слоем флюса источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Некоторая часть флюса плавится и образует защитный шлак над сварной ванной. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.(Рис.1)
|
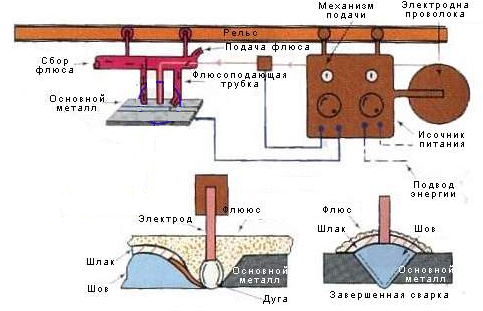
Сварка под слоем флюса в основном автоматический или полуавтоматический процесс. Вид автоматической сварки обеспечивает высокую производительность (до 40 кг в час) и качество сварного шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом.
При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр. В связи с
этим различают инструмент и приспособления для ручной сварки, сварочный полуавтомат или автомат (самоходная или подвесная головка), станок и установку для полуавтоматической или автоматической сварки.
Сварочной головкой называют механизм, подающий электрод, возбуждающий и поддерживающий горение дуги, а также прекращающий процесс сварки. Закрепляемая неподвижно сварочная голов
ребования к подготовке и сборке конструкций под сварку.
До начала сварочных работ любые соединения резервуаров должны быть проконтролированы и приняты под сварку по следующим конструктивным и технологическим критериям:
геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), должны укладываться в поле допусков, предусмотренных проектом;
поверхность кромок, а также прилегающие к ним зоны шириной 20 мм должны быть зачищены от любых загрязнений;
сборочные приспособления, закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную прочность и жесткость, чтобы исключить чрезмерные усадку швов и перемещения свариваемых элементов.
Закрепление кромок свариваемых элементов должно выполняться преимущественно с помощью сборочных приспособлений. При необходимости постановки электроприхваток на монтажных стыках стенки их рекомендуется располагать с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток должен быть минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются. Прихватки, выполняемые в угловых и нахлесточных соединениях, можно переплавлять только после их зашлифовки и визуального контроля качества. При этом такие прихватки должны выполняться квалифицированными сварщиками. Приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале контроля качества монтажно-сварочных работ.
5.Автоматическая и полуавтоматическая сварка под флюсом.
Способами сварки без внешней защиты дуги и сваркой под флюсом в народном хозяйстве страны выполняется наибольший объем сварочных и наплавочных работ.В сварке под слоем флюса источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Некоторая часть флюса плавится и образует защитный шлак над сварной ванной. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.(Рис.1)
|
Сварка под слоем флюса в основном автоматический или полуавтоматический процесс. Вид автоматической сварки обеспечивает высокую производительность (до 40 кг в час) и качество сварного шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом.
При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр. В связи с
этим различают инструмент и приспособления для ручной сварки, сварочный полуавтомат или автомат (самоходная или подвесная головка), станок и установку для полуавтоматической или автоматической сварки.
Сварочной головкой называют механизм, подающий электрод, возбуждающий и поддерживающий горение дуги, а также прекращающий процесс сварки. Закрепляемая неподвижно сварочная головка называется подвесной. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения вдоль изделия, головка называется самоходной. Головка может перемещаться по специальному пути или непосредственно по свариваемому изделию.ка называется подвесной. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения вдоль изделия, головка называется самоходной. Головка может перемещаться по специальному пути или непосредственно по свариваемому изделию.
В сборочно-сварочном переделе, например, заводов тяжелого машиностроения применяют >40 различных технологических операций. При изготовлении отдельных узлов применяют до 15 операций. Операции сборочно-сварочного передела могут быть разбиты на семь групп: сборочные, сварочные, вспомогательные, сопутствующие, контроля и испытаний, отделочные, заключительные (рис. 4).
В группу сборочных операций входят сборка узлов на плитах и стеллажах, сборка на стендах, сборка на плитах УСП, совмещенная сборка в кантователях, разметка при сборке, прихватка в процессе сборки. В группу сварочных операций входят ручная, механизированная, автоматическая и специальные способы сварка. К вспомогательным операциям отнесены зачистка от шлака, шлифование, подрезка газом компенсирующих элементов при сборке, кантовка в процессе сборки, установка изделий на кантователи и позиционеры при сварке, предварительный подогрев перед сваркой и в процессе сварки. К сопутствующим операциям отнесены: правка на прессе; правка на плите или стеллаже с местным подогревом; правка (калибровка) вальцовкой сваренных цилиндрических узлов; разметка под обработку резанием отдельных вырезов, выполняемых в сварном узле; сверление и расточка отверстий; фрезерование; контрольная сборка; термическая обработка. В группу операций контроля входят внешний осмотр и измерения, проверка размеров на контрольных плитах, просвечивание, гидроиспытание сваренного изделия, прозвучивание ультразвуком, пневматические испытания, проверка плотности швов течеискателями. Отделочными операциями являются обезжиривание, очистка в дробеструйных камерах, очистка от ржавчины, шпатлевка, грунтовка, окраска, сушка после окраски.
Рис. 4. Принципиальная схема сборочно-сварочного передела |

Заключительными операциями являются маркировка и комплектация сварных узлов по заказам и отправочным ведомостям, упаковка, погрузка на транспортные средства и закрепление.
Выбор схемы организации сборочно-сварочных цехов и участков, так же как при проектировании заготовительного передела производится на основе подробного и тщательного анализа номенклатуры сварных узлов, их
классификации и разработки технологических процессов.
Сборочная операция имеет цель обеспечить правильное взаимное расположение и закрепление деталей собираемого сварного изделия. Для выполнения сборочной операции используют сборочное или сборочносварочное оборудование. В первом случае сборка заканчивается прихваткой; во втором - собранное изделие сразу сваривают.
Собранный узел должен обладать жесткостью и прочностью, необходимой как для извлечения его из сборочного приспособления и транспортировки к месту сварки, так и для уменьшения деформаций при сварке. Фиксацию собранных деталей часто осуществляют на прихватках. Размеры и расположение прихваток задают не только из условий прочности и жесткости, но и с позиции исключения их вредного влияния на качество выполнения сварных соединений и работоспособность конструкции. Поэтому прихватки должны иметь ограниченное поперечное сечение и длину и располагаться в местах, обеспечивающих их полную переплавку при укладке основных швов. Если же прихватки накладывают на местах, где швы проектом не предусмотрены, то после сварки изделия такие прихватки следует удалить, а поверхности тщательно зачистить.
Сборку иногда производят при плотном сопряжении собираемых деталей, но чаще с заданным технологическим зазором. Размещение деталей в приспособлении (базирование) осуществляют таким образом, чтобы технологические базы деталей опирались на установочные поверхности приспособления. В общем случае для этого достаточно прижать деталь к шести опорным точкам, расположенным в трех взаимно перпендикулярных плоскостях (рис. 5, а). Цилиндрические детали удобно базировать с помощью призмы (рис. 5, б); детали с цилиндрическими отверстиями— как показано на рис. 5, в, г.
Требуемое взаимное расположение деталей сварного узла обеспечивают с помощью установочных элементов приспособления: упоров, фиксаторов, призм, шаблонов и др. (рис. 6, а - ж). Для фиксации деталей по отверстиям большого диаметра применяют разжимные оправки (рис. 7, а - в).
Для закрепления детали в приспособлении служат зажимные элементы. Так же, как и установочные, зажимные элементы могут быть постоянные, откидные, отводные и поворотные. Клиновые, винтовые, эксцентриковые и рычажные прижимы (рис. 8, а - г) с ручным приводом просты, но малопроизводительны. Использование пневматических, гидравлических, магнитных и вакуумных прижимов (рис. 8, д, ж) значительно сокращает вспомогательное время, особенно если требуется закрепить изделие одновременно в нескольких местах.
Рис. 5. Схема базирования деталей |

Широко используют пневматические прижимы, приводимые в действие сжатым воздухом низкого давления (в среднем 0,4 Н/мм (МПа)). При таком давлении размеры цилиндров, необходимые для обеспечения требуемого усилия зажатия, могут оказаться значительными. Иногда более рациональным становится использование гидравлических устройств, работающих при существенно более высоком давлении.
Рис. 6. Установочные элементы сборочных приспособлений: а - упор неподвижный; б, в, г - упор откидной; е - фиксатор откидной; фиксатор отводной |
 512
512
Рис. 7. Схема действия разжимной оправки: а - исходное положение; б - продвижение в отверстие; в - разжим |

Рис. 8. Зажимные элементы и устройства: а - клиновой; б - винтовой; в - эксцентриковый; г - рычажный; д - рычажный с силовым цилиндром; е, ж - вакуумные |


Комментариев нет:
Отправить комментарий