17.01.2023
Группа 512
Предмет: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Тема: Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Тема урока: Технология сварки высоколегированных сталей.
Цель урока: изучить данную тему, составить конспект урока.
СВАРИВАЕМОСТЬ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Высоколегированной называется сталь, в которой содержание одного из легирующих элементов составляет не менее 5%, а сумма их всех превышает 10%.
Для большинства высоколегированных сталей характерны:
пониженная теплопроводность,
большой коэффициент теплового расширения при нагреве,
повышенная линейная усадка при затвердевании.
высокое омическое сопротивление,
Это важнейшие конструкционные материалы, широко используемые при изготовлении оборудования для химической и нефтяной промышленности, в авиации, атомной, реактивной, ракетной техникеи пр. Отрасли с новейшими технологическими и конструктивными решениями –хай-тек.
По назначению высоколегированные стали делят на инструментальные высококачественные, шарикоподшипниковые, магнитные, коррозионностойкие, жаростойкие, маломагнитные и немагнитные, жаропрочные с высоким омическим сопротивлением и т. д.
По структуре их подразделяют на мартенситные, ферритные и аустенитные.
Стали мартенситного класса— этокоррозионностойкие нержавеющие (2X13, 1Х17Н2, 1Х12Н2ВМФ и др.) и жаростойкие стали (4Х10С2М и пр.).
Это закаливающиеся стали с высоким содержанием мартенсита и карбидов (твердые, но хрупкие структуры), что опасно образованием холодных трещин.
Коррозионностойкой называют сталь, которая обладает стойкостью к электрохимической коррозии в атмосфере, в среде влажного пара, в некоторых кислотах и в растворах щелочей.
Жаростойкими, или окалиностойкими, называют стали, стойкие против химического разрушения поверхности в газовых средах при температуре более 550 °С, работающие в ненагруженном или слабонагруженном состоянии.
Коррозионная стойкость сталей мартенситного класса объясняется наличием в них хрома. При этом на поверхности металла появляется тончайшая плотная пленка оксидов хрома, способная надежно защитить металл от разрушения коррозией.
С той же целью, а также для повышения жаростойкости, полезно применять добавки Ni, Мо и W.
Легирующие добавки существенно влияют на структуру металла. Как видно из диаграммы состояния системы железо — хром, при содержании хрома около 12,8% область твердых растворов -Feзамыкается, а при большем содержании хрома образуется-Fe.

Весьма существенное влияние на структуру металла оказывает углерод. Под влиянием углерода в железохромистых сталях область -Feрасширяется и замыкается при более высоком содержании хрома.
Являясь сильным карбидообразующим элементом, хром может давать несколько типов карбидов, которые прочнее и устойчивее цементита.Эти карбиды всегда сложные, или двойные, причем часть атомов хрома в них замещена железом. Чем больше в стали хрома, тем большее его количество входит в состав сложных карбидов.
В сталях мартенситного класса обычно образуются карбиды, имеющие температуру диссоциации около 1200 °С.
Следует отметить, что наличие хрома значительно замедляет все превращения в стали, а увеличение устойчивости аустенита значительно повышает чувствительность стали к закалке (и, соответственно, повышает опасность возникновения холодных трещин.
Обеспечить стойкость металла шва и, в особенности, околошовной зоны к образованию трещин — основная проблема свариваемости сталей мартенситного класса.
Для этого следует снижать скорость охлаждения металла, и целесообразно предварительно подогревать изделия до температуры 250 °С и выше в зависимости от содержания углерода и хрома в стали.
В соответствии с условиями эксплуатации и требованиями, предъявляемыми к сварному соединению, стремятся получить металл шва, по химическому составу аналогичный основному, либо имеющий аустенитную структуру.
Если нужна однородность свойствметалла шва и основного металла, применяют сварочные материалы, обеспечивающие образованиешва, близкого по составу и свойствам косновному металлу.При этом после сварки обязательна термическая обработка изделия для того, чтобы измельчить зерно, что повышает пластичность.
Если термообработку осуществить сразу после сварки, тооставшаяся в металле шва и околошовной зоны частьнераспавшегося аустенита, кстати, довольно значительная,не приведетпосле термической обработкик желательному измельчению зерени повышению деформационной способности металла.
Поэтому для получения оптимальной структуры основного металла и металла шва целесообразно сразу же после сварки охладить изделие на спокойном воздухе до температуры 150—200 °С,с тем чтобы в немснизить до минимально возможногоколичество остаточного аустенита. Затем изделие подвергают термической обработке — отжигу при 900 °С, затем медленному охлаждению до 600 °С и последующему охлаждению на спокойном воздухе.
Если не нужно, чтобы механические свойства сварного соединения были равноценны свойствам основного металла, применяют сварочные материалы, обеспечивающие получение наплавленного металла с аустенитной структурой, которая обладает высокой пластичностью. Тогда последующая термическая обработка не проводится.
Такая зональная неоднородность структуры с повышенной твердостью у границы сплавленияослабляет прочность сварного соединения, чтоопасно для конструкций, испытывающих в процессе эксплуатации значительные нагрузки.
Стали ферритного класса — это высокохромистые стали, содержащие более 17% Сг и до 0,15% С. (низкое содержание углерода –ниже закаливаемость, однако высокое содержание хрома снижает пластичность)
Высокохромистые ферритные стали (Х25Т, Х28 и др.)обладают комплексом ценных свойств, к числу которых относятся высокая коррозионная стойкость в различных агрессивных средах, жаростойкость и кислотостойкость до 1000—1100°С.
До последнего времени ферритные стали, как и мартенситные, нержавеющие и окалиностойкие, для изготовления сварных конструкций применялись незначительно. Сейчас в связи с необходимостью экономить никель хромистые стали используются более широко.
Поскольку стали ферритного класса однофазные, то они не закаливаются, так как не подвержены структурным превращениям при нагреве и охлаждении.
Ухудшение свариваемости этих сталей связано с тремя причинами:
повышенной склонностью зерна металла к росту, последствия которого не устраняются термической обработкой;
склонностью металла к охрупчиванию;
возможностью межкристаллитной коррозии.
Склонность металла к росту зерна.
Ферритные стали весьма чувствительны к нагреву, при котором значительно укрупняется зерно феррита. Отсутствие в таких сталях фазовых или структурных превращений делает последующее измельчение зерна в процессе охлаждения невозможным.
Поэтому снижается прочность, пластичность и кислотостойкость металла, а в холодном состоянии проявляется хрупкость.
Рост зерен феррита, особенно интенсивный в околошовной зоне, возможен и в металле шва.
Чтобы предупредить рост зерна, следует создавать тепловой режим сварки, исключающий перегрев металла. С этой точки зрения выгодны режимы с малой погонной энергией и специальные технологические приемы (сварка короткими участками, валиками малых сечений, с перерывами и т. д.).
Для получения металла шва с достаточно измельченным зерном целесообразно применять сварочные материалы, содержащие элементы-модификаторы (Ti, А1 и др.).
Склонность металла к охрупчиванию.
Длительный нагрев металла шва и околошовной зоны до высоких температур может привести к значительной потере им пластичности. Это явление называется охрупчийанием металла.
Известны два основных вида охрупчивания металла при сварке сталей ферритного класса:
1. Тепловое охрупчивание (475-градусная хрупкосгь), появляющееся при нагреве металла в интервале температур 350—500 С. Этому виду охрупчивания способствуют такие элементы, как Сг, V, Si, Nb, в меньшей мере— Ti и А1. Многочисленными исследованиями природа этого явления в полной мере пока еще не установлена. Не найдены также и элементы, наличие которых в высокохромистых сталях исключало бы или существенно ограничивало развитие теплового охрупчивания. Предполагают, чтопричиной тепловой хрупкости может быть выпадение субмикроскопических частиц по границам зерен феррита.
2. Снижение пластичности металла вследствие выпадения вторичных карбидов хрома по границам зерен. Выпавшие по границам зерен твердые и хрупкие карбиды хромане могут противостоять появляющимся в металле напряжениям, результатом чего становится охрупчивание металла.
Чтобы предупредить охрупчивание второго вида, применяют нагрев изделия перед сваркой (150—180 °С), усиливающий также стойкость металла к трещинам, связанным с ростом зерна.
Второй мерой, ослабляющей эффект охрупчивания главным образом металла шва, служит уменьшение содержания углерода.
Межкристаллuтная коррозия металла
протекает преимущественно по границам зерен.
В хромистых ферритных сталях к межкристаллитной коррозии склонны участки основного металла, непосредственно прилегающие к шву и нагреваемые при сварке до наиболее высоких температур. Карбиды хрома и железа выпадают здесь по границам зерен. Обедненные хромом периферийные участки зерен феррита подвергаются коррозии.
Чтобы повысить стойкость к межкристаллитной коррозии, следует вводить в металл элементы, которые связывают углерод в прочные стабильные карбиды и затрудняют образование карбидов хрома. Такими элементами выступаютболее сильные карбидообразователи, чем хром, например титан и ниобий.
Благотворно влияет также уменьшение содержания углерода. Поэтому для изготовления сварных конструкций широко применяютмалоуглеродистые ферритные стали, стабилизированные титаном (0Х17Т, Х25Т и др.).
Аналогично мартенситным, ферритные стали сваривают по двум вариантам:
1) применяемые сварочные материалы позволяют получить сварное соединение, обладающее после соответствующей термической обработки структурной однородностью с основным металлом и необходимой прочностью;
2) применяемые сварочные материалы обеспечивают получение сварных соединений, для которых характерна структурная неоднородность (шов — аустенит, основной металл — феррит) и неравнопрочность с основным металлом.
По первому варианту целесообразен предварительный подогрев изделия до 150—180 °С и немедленная термическая обработка после сварки для повышения пластичности сварного соединенияи его стойкости к холодным трещинам. Режим термической обработки: нагрев конструкции до 870—900 °С с выдержкой не менее 10ч ипоследующим быстрым охлаждением в холодной воде.
В процессе нагрева и длительной выдержки полностью растворяются в твердом растворе (феррите) выпавшие при сварке карбиды.Последующее быстрое охлаждение не позволяет им снова выпасть из раствора.
Применяя второй вариант, особенно в сочетании с последующей термообработкой, следует учитывать возможноеперемещение углеродаиз основного металла в периферийные участки шва, при котором с одной стороны образуютсяобезуглероженные участки, а с другой — прослойки металла, обогащенные карбидами.Отсюда снижение прочности металла по обезуглероженному участку и возможность его разрушения.
Во всех случаях при выборе сварочных материалов следует учитывать необходимость наиболее полно сохранять в металле шва легирующие элементы, в частности хром. Этому требованию в достаточной степени отвечают покрытия и флюсы основного типа.
Стали аустенитного класса.
В современной промышленной практике широко применяются различные марки аустенитных сталей, преимущественно в виде хромоникелевых.Сочетая достаточную прочность с чрезвычайно высокой пластичностью в большом диапазоне температур, они, как и хромистые стали,обладают высокой коррозионной стойкостью в различных агрессивных средах и жаростойкостью.
Однако, в отличие от хромистых сталей, хромоникелевым присуща и жаропрочность, т. е. способность работать в нагруженном состоянии при высоких температурах в течение определенного времени, сохраняя прочность в условиях ползучести металла. Такое сочетание ценных свойств обеспечивается введением в хромистую нержавеющую сталь никеля, который, нейтрализуя действие хрома как ферритообразователя,способствует получению устойчивой однородной структуры аустенита.
Кроме Сг и Ni, хромоникелевые стали содержат еще некоторые другие легирующие элементы, улучшающие их свариваемость и эксплуатационные свойства. Такими элементами могут быть Ti, Nb, Si, Мп, Al, Си, Мо, W и др. Различают две группы хромоникелевых аустенитных сталей:
Стали типа 18-8 являются нержавеющими и кислотостойкими и сохраняют свои свойства до температуры 700—750 °С, а при непродолжительной работе и до более высоких температур.
Стали типа 25-20 - окалиностойкие и жаропрочные и могут работать в агрессивной газовой среде при температуре до 1100—1150 °С.
Хромоникелевые стали широко применяют в азотной промышленности, в производстве искусственного волокна, в авиации, ракетной технике, судостроении, в угольной и нефтяной промышленности,в котло- и турбостроении, в атомной промышленности,приборостроении и т. п.
Особое место среди хромоникелевых занимают стали повышенной кислотостойкости (Х18Н28МЗДЗ, Х23Н23МЗДЗ, Х23Н28МЗДЗ, Х23Н28М2Т и др.).
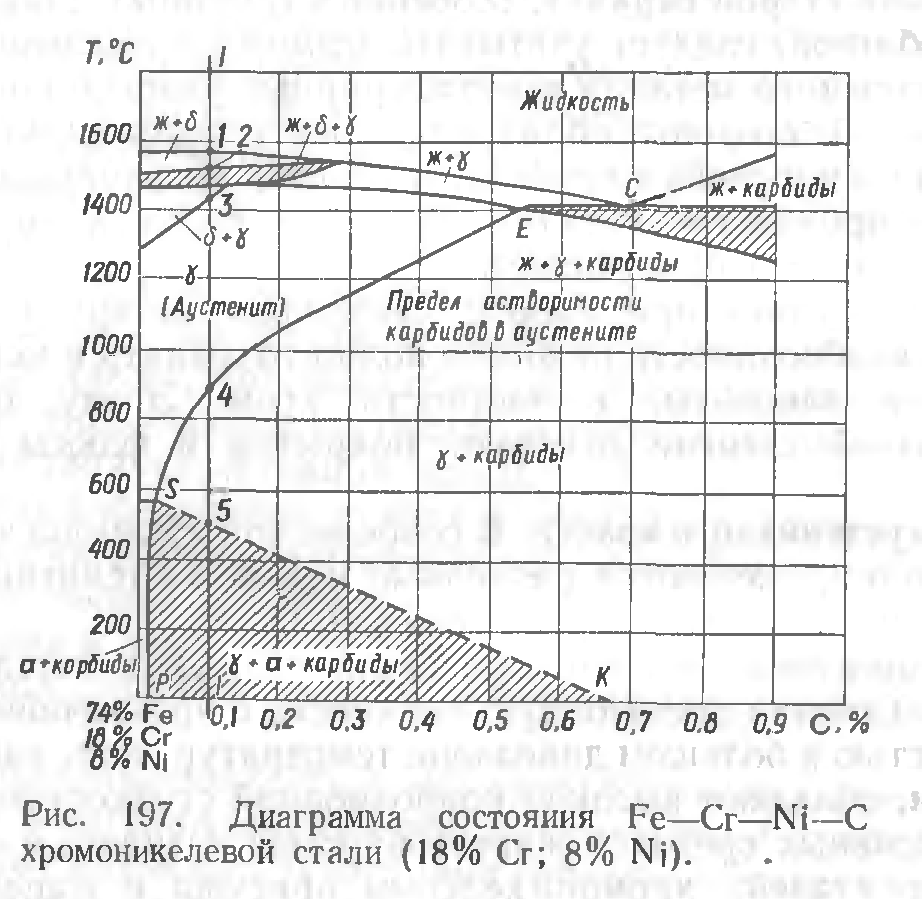
При медленном охлаждении хромоникелевая сталь приобретет аустенитную структуру с расположенными по границам зерен вторичными карбидами и вторичным ферритом, упрочняющими металл.Сталь приобретает высокую твердость.
Однако в условиях охлаждения от температуры, соответствующей точке 4, в металле может быть зафиксирована однородная аустенитная структура без карбидных выделений и даже без выделений вторичного феррита. Обычно этого достигают закалкой хромоникелевой стали. Металл становится пластичным.
Оценивая свариваемость хромоникелевых аустенитных сталей, следует, прежде всего, иметь в виду, что они не подвержены фазовым превращениям. Поэтому отпадают затруднения, связанные с появлением в зоне термического влияния структурных напряжений, и снижается опасность возникновения холодных трещин.

Комментариев нет:
Отправить комментарий