15.11.2022
Группа 512
Предмет: Технология производства сварных конструкций
Тема : Листовые конструкции
Тема урока: Технология сборки и сварки листовых конструкций. Последовательность выполнения швов
Цель урока: изучить данную тему, составить конспект урока.
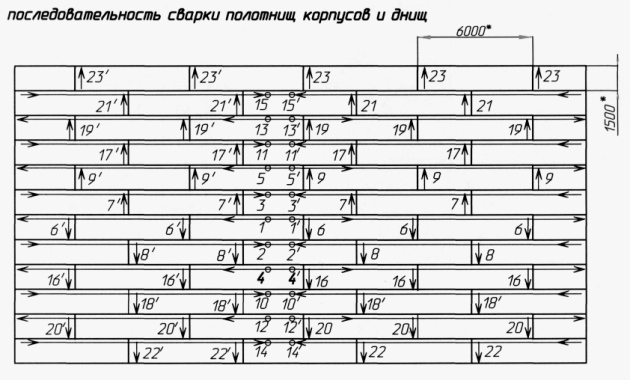
При наличии в сварной конструкции продольных и поперечных сварных швов в начале должны свариваться поперечные швы (рис.1), затем - продольные швы с учетом требований эскизов 2, 3, 4, 5, 6
При выполнении сварки необходимо применять способы сварки с наименьшей погоной энергией, особенной для тонколистовой стали.
Сварку предпочтительней выполнять в вертикальном положении сверху вниз. Зазоры между сварными элементами должны быть не мение 1мм для предотвращения коробления при сварке. Желательным является приминение грузов при сварке для нагружения деформируемых участков при сварке.
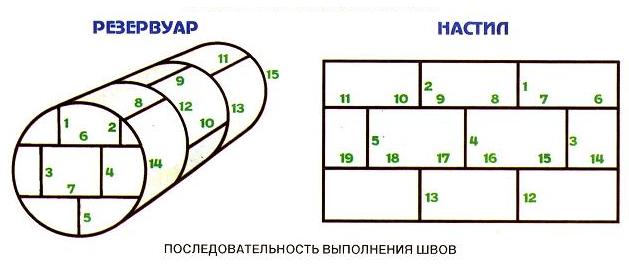
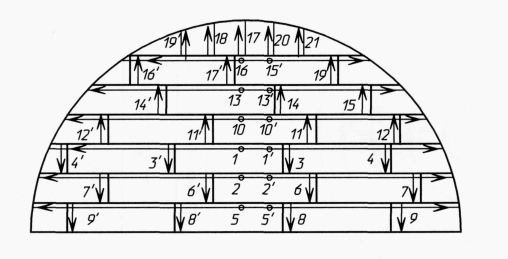
Сварку листовых конструкций необходимо выполнять от середины к краям в последовательности указаной на рисунках 2, 3, 4, 5, 6.
При выполнении сварки необходимо применять способы сварки с наименьшей погоной энергией, особенной для тонколистовой стали.
Сварку предпочтительней выполнять в вертикальном положении сверху вниз. Зазоры между сварными элементами должны быть не мение 1мм для предотвращения коробления при сварке. Желательным является приминение грузов при сварке для нагружения деформируемых участков при сварке.
Сварку листовых конструкций необходимо выполнять от середины к краям в последовательности указаной на рисунках 2, 3, 4, 5, 6.
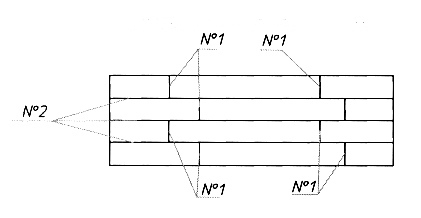
Рис.1
Длинные швы свариваются обратно-ступенчатым способом, или участками вразброс.
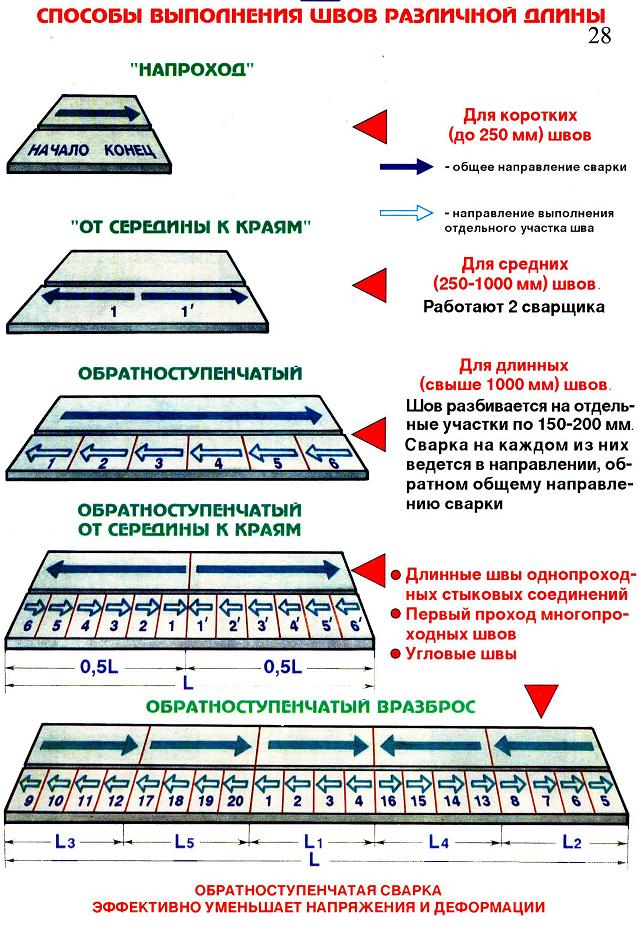
Рис.2
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие участки, длиной от 100 до 300мм и сварка на каждом отдельном участке выполняется в направлении, обратном общему направлению сварки (рис. 2) с таким расчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего.
В некоторых случаях при определении длины ступени за основу принимают участок, который можно заварить электродом с тем, чтобы переход от участка к участку совместить со сменой электрода.
Рис.3

Рис.4
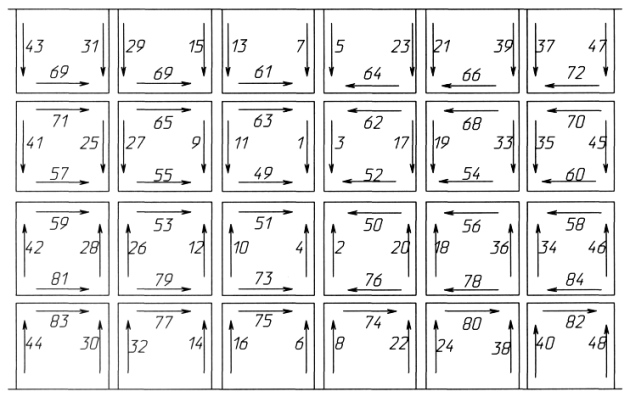
Рис.5
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы : короткие швы до 250 мм спариваемые за один проход;, средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом; длинные швы свыше 1 метра рекомендуется варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками. Последовательность наложения сварных швов разной протяженности Направление сварки указана стрелками. 1-5 – последовательность сварки в каждом слое. а) на проход; б) от середины к концам; в) обратно ступенчатым методом; г) от середины к концам обратно ступенчатым способом, двумя сварщиками
Комментариев нет:
Отправить комментарий