03.11.2022
Группа 512
Предмет: Основы технологии сварки и сварочного оборудования
Тема : Сварочное оборудование
Тема урока: Импульсные возбудители дуги: назначение, принцип действия. Сварочные многопостовые системы: назначение принципиальная схема, способы защиты от перегрузок.
Цель урока: изучить данную тему, составить конспект урока.
Основное применение осцилляторы нашли при аргно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 1.
Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2. Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
 |  |
| Рис. 1. Принципиальная электрическая схема осициллятора ОСПЗ-2М: СТ — сварочный трансформатор, Пр1, Пр2 — предохранители, Др1, Др2 — дроссели, С1 — С6 — конденсаторы, ПТ — повышающий трансформатор, ВЧТ — высокочастотный трансформатор, Р - разрядник | Рис. 2. Схема включения осциллятора М-3 и ОС-1 в сварочную цепь: Тр1 — трансформатор сварочный, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи |
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65—70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис.2. Технические характеристики осцилляторов приведен в таблице.
Технические характеристики осцилляторов
| Тип | Первичное напряжение, В | Вторичное напряжение холостого хода, В | Потребляемая мощность, Вт | Габаритные размеры, мм | Масса, кг |
| М-3 ОС-1 ОСЦН ТУ-2 ТУ-7 ТУ-177 ОСПЗ-2М | 40 — 65 65 200 65; 220 65; 220 65; 220 220 | 2500 2500 2300 3700 1500 2500 6000 | 150 130 400 225 1000 400 44 | 350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 х 170 х 110 | 15 15 35 20 25 20 6,5 |
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200—300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Стабилизатор сварочной дуги
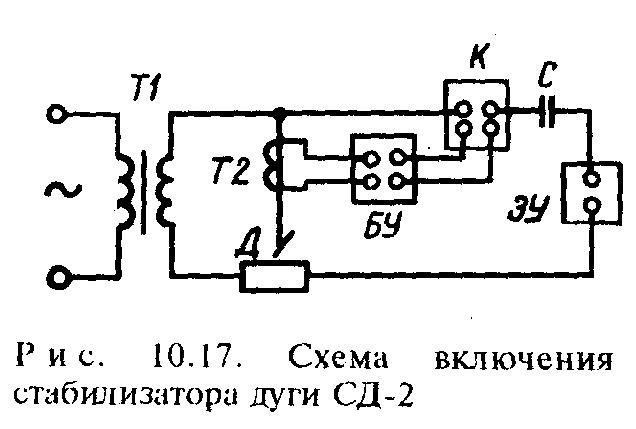
Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения.
Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 3, а, осциллограмма стабилизирующего импульса — на рис. 3, б.
Сварка c применением стабилизатора позволяет экономичнее использовать электроэнергию, расширить технологические возможности применения сварочного трансформатора, уменьшить эксплуатационные расходы, ликвидировать магнитное дутье.
Сварочное устройство «Разряд-250». Это устройство разработано на базе сварочного трансформатора ТСМ-250 и стабилизатора сварочной дуги, выдающего импульсы частотой 100 Гц.
Функциональная схема сварочного устройства и осциллограмма напряжения холостого хода на выходе устройства показаны на рис. 4, а, б.
 |  |
Рис. 3. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса: а — схема: 1 — стабилизатор, 2 — трансформатор варочный, 3 — электрод, 4 — изделие; б — осцилограмма: 1 — стабилизирующий импульс, 2 — напряжение на вторичной обмотке трансформатора | Рис. 4. Сварочное устройство «Разряд-250»: а — схема устройства; б — осциллограмма напряжения холостого хода на выходе устройства |
Устройство «Разряд-250» предназначено для ручной дуговой сварки переменным током плавящимися электродами любого типа, в том числе предназначенными для сварки на постоянном токе. Устройство может использоваться при сварке неплавящимися электродами, например, при сварке алюминия.
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Многие специализированные источники питания дуги для сварки на переменном и постоянном токе комплектуют устройствами, облегчающими зажигание дуги. Наибольшее распространение получили маломощные (100—3 00 Вт) высокочастотные искровые генераторы, называемые осцилляторами, создающими токи высокого напряжения (2—5 кВ) и высокой частоты (150—250 кГц). Питание сварочной дуги токами высокой частоты и высокого напряжения параллельно с основным источником сварочного тока повышает устойчивость горения дуги и облегчает ее зажигание. Зажигание дуги обеспечивается даже без соприкосновения электрода с изделием, что особенно необходимо при сварке вольфрамо вым электродом в защитном газе. При подаче импульсов тока от осциллятора на промежуток между изделием и электродом происходит пробой промежутка и появление в нем свободных электронов, создавая условия для горения дуги, питаемой от основного источника тока. Ток высокой частоты и напряжения безопасен для человека. С источниками питания постоянного тока осцилляторы применяют для первоначального возбуждения дуги, а переменного — как для первоначального возбуждения дуги, так и для ее возобновления после смены полярности (после перехода синусоиды тока через нуль), т. е. для поддержания устойчивого горения дуги. Осцилляторы в основном используют при сварке дугой малой мощности, при аргонодуговой сварке, при сварке тонколистового металла, при пониженном напряжении холостого хода источника сварочного тока.
Стабилизаторы поддерживают устойчивое горение сварочной дуги при сварке на переменном токе плавящимся электродом путем подачи на дугу в начале каждого периода повышенного импульса напряжения, фактически повторно зажигая дугу в моменты пере- хода тока через нулевое значение. Стабилизатор Сд-2 (рис. 10.17) состоит из зарядного устройства (ЗУ), конденсатора (С), трансформатора тока (Т2), контактора (К) и блока управления (БУ). Конденсатор заряжается от зарядного устройства и в момент перехода сварочного тока через нулевое значение разряжается на дуговой промежуток (Д), стабилизируя дуговой разряд. Стабилизатор представляет собой отдельный блок и подключается к вторичной обмотке сварочного трансформатора (Т1).
Для возбуждения и стабилизации горения дуги при ручной аргонодуговой сварке алюминия и его сплавов неплавящимся электродом на переменном токе применяется также возбудитель-стабилизатор ВСД-01. Он обеспечивает стабильное горение дуги при длине дугового промежутка до 6 мм и устойчивое возбуждение дуги при зазоре между электродом и изделием 2 мм. В источниках питания дуги широко используют регуляторы плавного снижения сварочного тока в конце сварки. Это необходимо для заварки кратера сварного шва при его завершении.
Многопостовые источники питания дуги
При необходимости размещения значительного количества сварочных постов на ограниченной производственной площади целесообразно применять более мощные источники питания. Такие источники обеспечивают работу нескольких постов одновременно через общий шинопровод, подключенный к выходным зажимам источника.
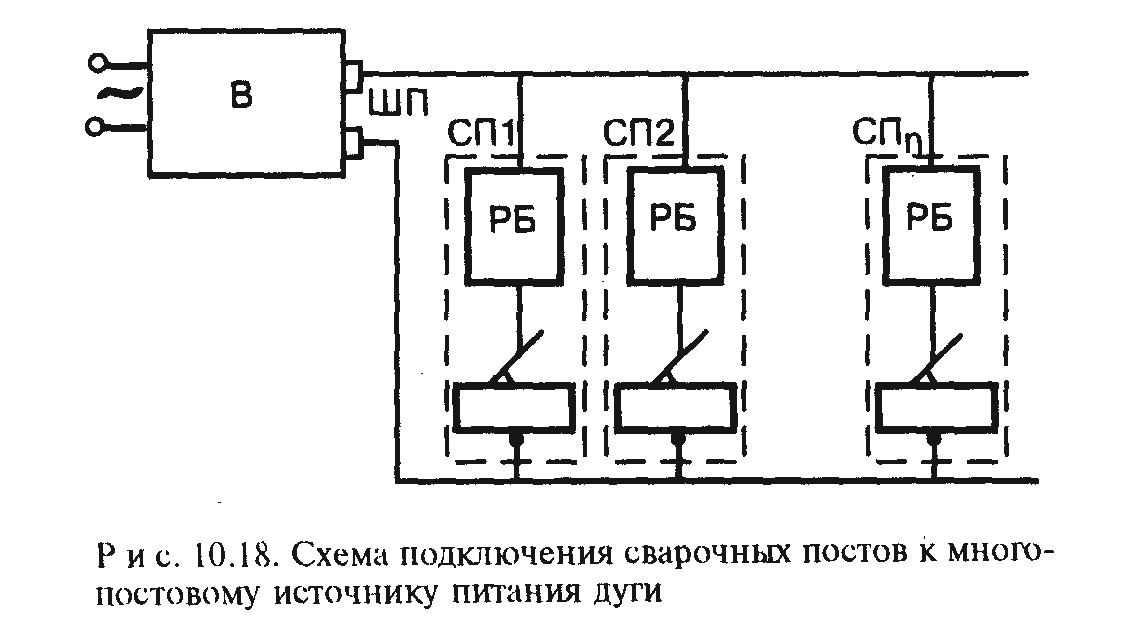
Такие источники называют многопостовыми источниками питания дуги. Основное требование, предъявляемое к многопостовым источникам питания дуги,— обеспечение устойчивой работы каждого подключенного к нему поста как в установившемся, так и в переходных режимах независимо от воздействия других постов. Эта независимость постов обеспечивается неизменностью напряжения холостого хода вдоль шинопровода для каждого поста. Многопостовое питание часто используют для ручной дуговой сварки покрытыми электродами, автоматической сварки под флюсом и механизированной сварки в среде углекислого газа. При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное постовое (балластное) сопротивление. Схема подключения показана на рис. 10.18. Многопостовой источник (В) обслуживает n сварочных постов (СП1 — СП n) через общий шинопровод (ШП). Каждый сварочный пост подключен к шинопроводу через балластное сопротивление (РБ), с помощью которого производят регулирование силы сварочного тока и получение падающей вольтамперной характеристики для сварки. Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют. Многопостовые источники для сварки в углекислом газе отличаются тем, что в них имеется несколько выходных шинопроводов на разные напряжения холостого хода. Каждый сварочный пост в этом случае подключают к соответствующему шинопроводу с соответствующим напряжением.
В многопостовых выпрямителях большое внимание уделено использованию защитных устройств от перегрузки. Для сварки покрытыми электродами применяют выпрямители ВКСМ- 1000, ВДМ-1б01 с балластными реостатами РБ-500. Для сварки в среде углекислого газа используют выпрямители ВМГ-5000 с реостатами РБГ-502. Используют также многопостовые генераторы постоянно го тока (ГСО-500) и трансформаторы.

Комментариев нет:
Отправить комментарий